第 12 章:模腔平衡简介
译者注:模腔平衡的定义和改善,参见 Beaumont 的“注塑流道和浇口设计手册”“runner and gating design handbook ”
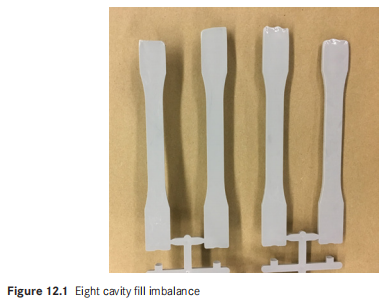
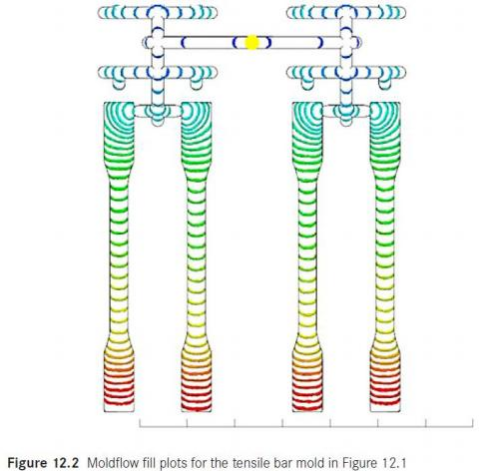
模腔平衡是衡量多腔模的各个模腔充填均衡性。图 12.1 是一个 8 腔模中的 4 个模腔的不平衡充填现象,而图 12.2 是模流分析的预测结果。各个模腔在注塑成型的每个阶段,充填、保缩、冷却,都像是一个模腔那样均衡,是多腔 模的成功关键。充填不平衡会造成的缺陷包括:
缺胶
飞边
缩水
烧焦
空洞
尺寸问题
变形
粘模
光泽差异
单腔模总是能更能保证产品的一致性,但是,它是低效高成本的。多腔模可以在相同的周期内产出更多产品,生产 成本更低,只要没有不良率高的问题。
在模具设计阶段,确保各个模腔有平衡一致的成型条件,是非常重要的。如果一个模腔的充填慢于其他模腔,那这 个模腔的塑料经历的条件也会和其他模腔不同,会产出不同的产品。多腔模的一个最大挑战就是,让每个模腔的塑 料熔体,在成型周期内,经历的工艺条件是尽量一致的(充填,保缩,浇口封闭,剪切,冷却等)。
各模腔的以下条件必须是一样的:
1. 流道长度
2. 流道直径
3. 剪切
4. 冷却
5. 排气
6. 锁模力
12.1 流道长度
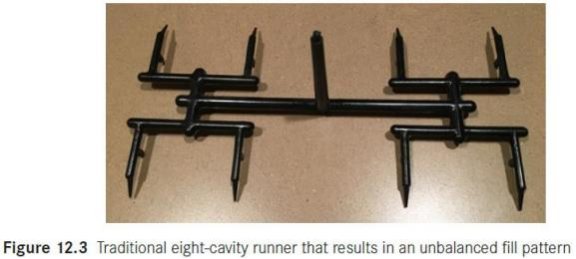
流道的平衡是多腔模起点。传统的流道设计要求从机器喷嘴到各个模腔的距离是相同的,流长要故意设计成各个模 腔完全一致(几何平衡)。图 12.3 是传统的 8 腔模的流道系统,从喷嘴到各个模腔的流长是一致的(还是会有充填 不平衡问题)
12.2 流道直径
就像流道长度一样,各个模腔从浇口到喷嘴的流道直径保持相同也是非常重要的。像鱼骨形的流道设计,根据模腔 距离主流道的长度来调整流道直径,这种方法百分百的确保,各个模腔的塑料经历的是完全不一样的工艺条件。
模具人员有时通过调整流道直径来改善模腔充填平衡问题,这会带来其他问题。如果流道的直径有差异,那压力损 失、剪切速率、冷却,都会受到影响。这又导致模腔的充填速率、模腔压力、模腔冷却发生差异。
12.3 剪切
即使流道的长度和直径是自然平衡的,多腔模(8 腔或以上会最明显)还是不平衡的。每一个有多年注塑经验的人, 多少听过各种解释,为什么流道长度和直径都一样还是有充填不平衡问题。靠内侧的 4 个模腔总是比外侧的 4 个模 腔先充满。这常常归罪于模具的中心变形,模具中心的温度偏高,模板变形,等等借口。
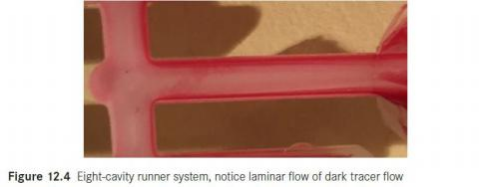
在上个世纪末,Beaumont 先生揭开了多腔模充填不平衡的真正面纱。他发现是塑料熔体在流道里流动时的高剪切 层流造成的,这个高剪切层流在模具里的分布位置是固定的—-这是因为塑料的层流特性(图 12.4)。后来 Beaumont 先生据此成立了 Beaumont 公司,研发出专利的熔体翻转技术。熔体翻转技术的基本原理是,通过旋转流道里的高 剪切层流,使得分配到各模腔的高剪切和低剪切层流是一致的。更多详细的解释请参看流道和浇口设计手册一书。
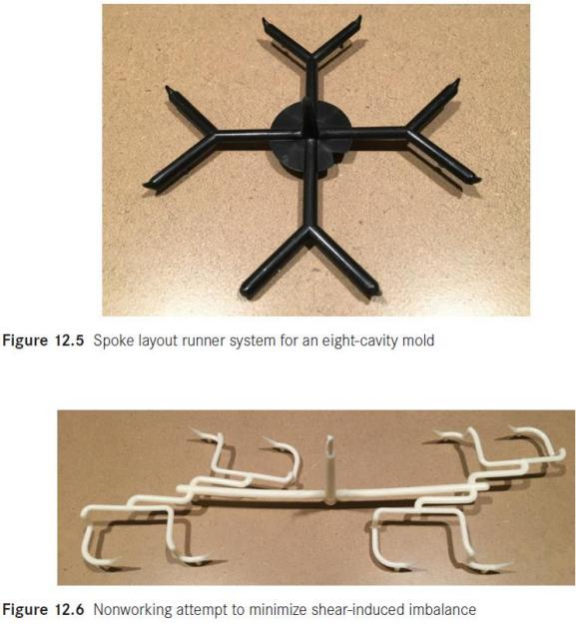
注塑从业人员为了充填平衡问题也做了很多尝试,像图 12.5 的轮辐状流道设计就是比较成功的一种,而图 12.6 是 失败的一种。
12.4 冷却
如果模具的冷却不高效,那各个模腔的温度不会相同。要是每次换模时水路的接法不同,也会造成问题。确保模具 水路在每次生产时,都安装相同的接法来接水,是非常重要的,把模具上的需要短接的地方用硬连接连好,车间会 更容易做到。每付模具都要有水路图,以供每次上模时核对。也要注意模温机的水流量是否足够,这也会造成冷却问题。
用测温计检查模具各模腔的表面温度,可以发现冷却问题。另一个检查冷却是否一致的方法是,使用热成像相机, 抓取产品刚脱模时的温度。
冷却的一些经验法则有:
1. 进水接在模具的靠中心位置,这个从塑料传递过来的热量较集中的位置
2. 模具表面的温度差异应小于 5 度或更小。在参数建立阶段,记录好各个模腔的模具表面温度,作为后期问题处 理的参考
3. 模具上任何一个水路循环的进水和出水温度差异,不能超过 2 度如果温度差异超过 2 度,那这组水应该拆分成2 路,或增加模温机的水流量。
12.5 排气
各个模腔的排气应该一致,如果某个模腔的排气相对较差,那这腔的产品可能会烧焦或缺胶。同时也要检查流道排 气,确保各个流道的排气是一致的。
12.6 锁模力
如果分配到各个模腔的锁模力不一致,那模具会有排气不一样的风险。锁模力不一致可能是因为模具缺少支撑,模 板变形,机器模板不平行,甚至只是机器模板或模具底板上的生锈。这些问题常常可以通过稳健的模具设计和定期 维护保养来避免。
12.7 模腔充填平衡分析
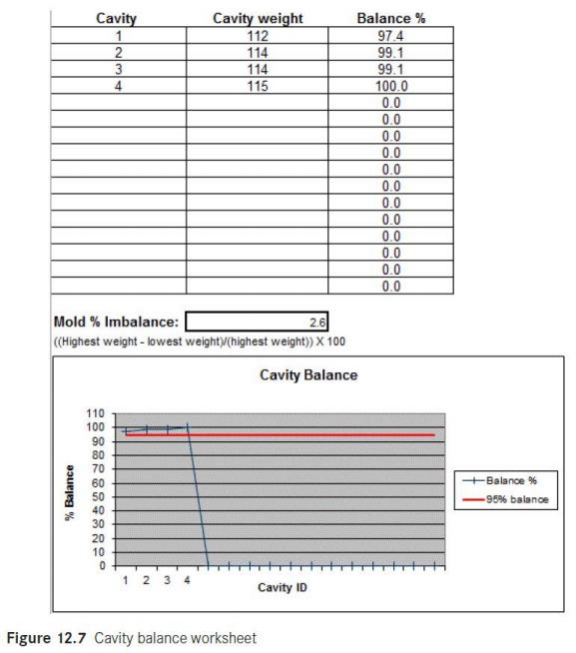
评估模腔平衡是相对简单的事情。简单的短射并称重对比最重和最轻的产品,就可以知道充填不平衡率。可以用以 下公式计算:

取决于产品本身的要求和行业标准,充填不平衡率通常是要求小于 3%~5%。如果充填不平衡率超差,那就要采取手 段处理。图 12.7 是模腔充填平衡分析的表格。
模腔平衡很受到模腔铁件尺寸的影响,如果 2 个模腔的实际产品壁厚不同,那模腔充填也不会平衡(这可能是加工 造成的,也可能是模芯变形偏位)。另外,家族模具是天生不平衡的,产品要求高的要避免使用家族模具的设计。
12.8 人工平衡
当模具有充填不平衡问题时,一个明显的呼声就是改善充填平衡,让各个模腔都有相同的工艺条件。人们想到的一 个手段可能是调整浇口尺寸或调整热嘴温度来改善。不幸的是,这样你只能得到“充填的平衡”,其他的工艺条件 如模腔压力、浇口封闭等等,差异可能还会加大,结果自然是各个模腔的产品还是不相同的。注意各个浇口的截面
尺寸、角度、长度都应该是完全一致的。
案例分析:浇口角度导致的充填不平衡
这个案例是 2 腔模的产品,使用潜浇口。模腔的分布是产品按左手、右手那样镜像排位,所以模腔尺寸是完全一致 的,却有明显的充填不平衡问题。我想把充的慢的那腔浇口加大,应该能改善充填不平衡问题(尽管 2 个模腔的浇 口尺寸是一样的)。最终 2 个浇口的截面积相差 50%才改善了充填不平衡问题,肯定有什么地方不对。我仔细的对比 2 个浇口,终于发现浇口的角度有轻微的差别—不非常仔细的观察不会注意到。我把角度小的浇口加到和另一个一致,哇,变化是如此之大!原先慢的模腔现在变成最快了。D 形的浇口不会有这种不平衡问题,因为角度不会过渡到浇口孔。
如果每个模腔都装有模腔压力传感器,那你就能更清晰的了解模腔不平衡对工艺条件和塑料条件带来的影响。多腔 模的终极目标是:各个模腔有一致的模腔充填时间,模腔压力曲线,冷却过程。
12.8.1 家族模具
家族模具的每个模腔的尺寸、形状、体积都不相同。客户有时候喜欢将不同产品放在一个模具里来节约模具成本, 这种做法会导致充填不平衡。如果模腔间的体积不一样,那各个模腔的充填时间就不会一样,模腔之间的塑料条件 也不一样。
即使是利用模流分析软件来帮助改善,实现模腔之间的射出时间平衡,各个模腔的模腔压力、浇口封闭、熔体温度 等,也不会相同。
最好的办法是避免设计家族模具,如果是不可避免的,要预期成型窗口会受到很大影响。产品缺陷如尺寸问题、飞 边,是常见的。家族模具总是质量和成本妥协的产物,而且常用来说,质量成本会超过模具成本的节约。