第 15章:黑点或褐色点(Black speck)
15.1 定义
黑点或褐色点是出现在产品表面的,由塑料降解或黑色污染物造成的点。这个问题在生产浅色或透明的产品时,会 更加容易发现。
也称作:积碳
错误的分类:原料污染

15.2 黑点问题的可能原因 4M 表
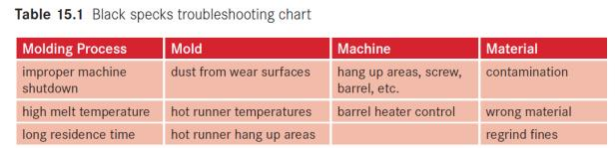
| 注塑工艺 | 模具 | 机器 | 原料 |
| 不恰当的停机 | 磨损、擦伤位置的粉尘 | 螺杆、炮筒、喷嘴的死角 | 污染 |
| 实际料温过高 | 热流道温度 | 炮筒加热 | 原料错误 |
| 停留时间过长 | 热流道死角 | 回料粉尘 |
15.3 黑点问题解决
黑点通常是原料有一部分严重降解的标志。多数的工作重点会聚集于熔体的温度,以及温度和停留时间对塑料的影 响这些细节。
15.3.1 注塑工艺相关的黑点问题
黑点通常是塑料降解碳化的标志。这通常是因为原料在高温下停留了很长时间,注塑工艺的好几个方面会导致黑点 或褐色点的生成,包括:
不恰当的停机
料温过高
停留时间过长
15.3.1.1 工艺问题:不恰当的停机
好多原料,停机前怎么清料是很重要的。如果原料在熔融温度下滞流一定时间,降解就会发生。注意的是,有的原 料会非常容易降解而有的不会。比如 PP 就非常稳定,而 PVC 则非常容易降解而碳化。当我们决定要关闭注塑机时, 将炮筒排空并添加合适的塑料来清洗(可以是专用的清洗料或 PP 料),是很重要的。所以我们要有文件规定,哪些 原料的关机必须要有清料动作。
而在生产透明 PC 产品时,更有效的关机流程是切换到保温状态,而不是完全关闭加热。通过保温动作,PC 在高温 下的停留时间缩短了(开机加热时间短)
案例分析:透明 PC 的关机
在这个特殊案例里,产品是一个透明 PC 垃圾桶,在 700 吨注塑机生产。过去生产这个产品,黑点是主要的报废问题。经过一段时间的工艺分析和追踪后,决定在关机时,把料筒切换到 150 度的保温,而不是关闭加热。做出这个改变后,黑点不在是生产问题了。
15.3.1.2 工艺问题:料温过高
料温偏高本身,通常不会是造成黑点的原因;但如果塑料在偏高的温度下停留时间长,那就很可能会降解。黑点通 常是塑料在高温下暴露时间过长的严重降解的后果。如果塑料经历的温度过高,那它降解产生黑点的可能性就会增 加。再说一次,黑点的产生依赖于塑料暴露在高温下的时间长短,但是温度越高,塑料就会在越短的时间内降解。
15.3.1.3 工艺问题:停留时间过长
原料长时间停留在高温下,通常会产生黑点。通常,塑料会降解碳化的时间,会比塑料从下料口走到喷嘴的时间长。 但要牢记的是,黑点产生是停留时间和停留温度的共同结果,所以,评估塑料的热历史是非常重要的。
15.3.2 模具问题造成的黑点
模具上可能会出问题的地方有:
模具磨损的碎屑或分型面的脏污碎屑
热流道温度
热流道死角
15.3.2.1 模具问题:模具磨损碎屑或分型面碎屑
有时黑点不是来自于原料的降解。黑点一个经常被忽视的原因是,模具磨损位置的碎屑(如铁粉)。很多时候,斜 锲、耐磨板、分型面等模具表面会产生铁粉,并且会跑到模腔上;当注塑后,这些铁粉会在浅色的产品上表现为黑 点。通常,模具上的磨损点是在模腔周边或上方会造成这个问题,铁粉可以落到模腔里。
为了避免这个问题发生,模具的清洁保养很重要。这些会磨损的表面要保持干净,通常注意检查有无咬伤—-这会导 致更大的模具问题。
当模具前后模的温度不一致时,要特别小心。前后模的模温不一致,会导致一边相对于另一边膨胀,导致模具的导 向、定位等活动机构的加快磨损。特别是大模具,前后模温的差异导致的模具膨胀差异,非常容易产生铁屑并导致 黑点问题。
如果你有发现较大的铁屑,那需要对模具进行全面仔细的检查。这种大铁屑通常标志着模具的某个零件损坏了,或 者是磨损的速度非常快。发现铁屑后的模具全面检查,能避免模具损坏后需要的昂贵维修成本。总记得要检查咬伤 可能会发生的位置,模具某些容易发生磨损的位置,可能要换用青铜的耐磨板。
15.3.2.2 模具问题:热流道温度
和前面讲的高料温一样,热流道温度通常也不是黑点的直接原因,但结合时间,它会导致原料分解碳化。原料在热 流道里停留的时间比在炮筒内停留的时间短;如果因为某些原因,将热流道的温度设定为原料温度的上限,这会将 原料推向极限,或导致降解。
确认热流道的温度设定是正确的,并且实际温度也和设定温度一致。也要用电流表检查各个加热区的电流是不是受 控,如果某个加热区的电流不会周期性变化,那应该是接线错误了。
15.3.2.3 模具问题:热流道死角
在熔体流动路径上,任何塑料会困住不流动的位置,会导致塑料的长时间停留并降解。常见的位置如分流板的拐角、 分流板和热嘴的连接处、嘴尖、阀针等位置。
这些问题应该在选择和设计热流道时就应该考虑和应对。如果热流道已经加工好才发现有死角问题,那这个问题会 非常棘手。
15.3.3 机器问题造成的黑点
机器方面可能会导致黑点原因包括:
螺杆、炮筒、喷嘴可能的死角位置
炮筒加热控制
机器性能
15.3.3.1 机器问题:死角区域
容易出现黑点的位置是螺杆、炮筒、喷嘴的死角区域,塑料会长时间停留在那里。死角产生的 2 个最主要原因是破 损和错位。
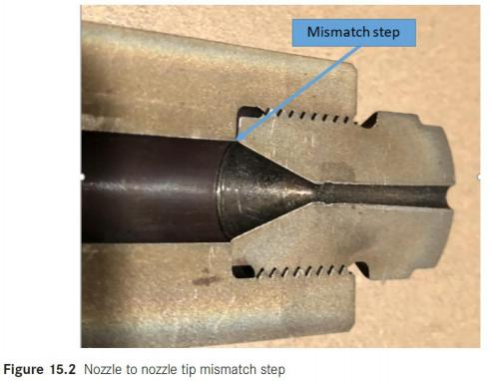
一个常见的死角位置是炮筒和喷嘴、喷嘴转接头等的错位(图 15.2)。确保机器的这些配合位置都是均匀一致,是 很关键的。任何错位的地方,都会有塑料停留并降解,有可能变成积碳,而这个积碳有时会松脱被料流带走,导致 生产的产品有黑点。图 15.3 是表面有积碳的螺杆头的照片。

螺杆和炮筒的任何破损,也会制造死角区域并导致塑料降解。和错位一样,这些破损区域的塑料会停留很长时间, 塑料很可能会碳化。遭遇持续性的黑点问题时,一定要检查塑料的整个流动路径,检查有无错位、破损、磨损等问 题,替换有问题的零件,是解决黑点问题的可能方案。
15.3.3.2 机器问题:炮筒加热控制
注塑机必须能够控制炮筒加热圈的温度,确保炮筒和喷嘴没有过热的区域。要确认这个问题,一个比较好的办法是 使用红外相机(图 15.4)。注意黑点是这个问题的最终一步的结果,褐色条纹和银纹通常会先出现。

15.3.3.3 机器问题:机器性能
注塑机必须能按照设定值来工作,参考第 8 章的机器性能评估。
15.3.4 原料问题造成的黑点 原料方面可能会造成黑点的原因有:
污染
原料错误
回料粉尘
15.3.4.1 原料问题:污染
在生产过程中,原料可能会因为很多种原因被污染,包括其他原料、灰尘、纸板等等。这些污染物因为本身是黑色 的、或者在成型温度下会烧焦,导致了黑点的产生。原料的污染会在很多场合发生,如回料不良、拌料污染、料筒 和吸料机的清洁不足(换色)、工厂环境差等等。通过一系列的标准和流程,比如料筒的清洁、原料的封口、拌料 机的清理等。图 15.5 是原料里找到的黑色污染物,图 15.6 是敞开的料箱—-这很容易导致原料污染。


15.3.4.2 原料问题:原料错误
如果加错了原料,可能会出现很多问题,包括黑点。确保使用的塑料是正确的很重要。要是用错了料会有一系列的 问题发生,不光光是黑点问题,但是在问题处理的过程中还是要确认一下。
15.3.4.3 原料问题:回料粉尘
当料头和废品在粉碎机里破碎时,破碎料的颗粒会不均匀,并且有一定程度的粉尘或灰尘(图 15.7)。这些粉尘有 一定的可能会在炮筒内分解,产生黑点。
回料粉尘通常是粉碎机刀片钝化的标志。粉碎机的定期维护包括刀片的研磨和筛网大小的选择,可以降低粉尘的出 现。
