第 17章:棕色条纹(Brown streak)、焦黄
C:
17.1 定义
棕色条纹是原料在过热或死胶区域的长时间停留造成的变色。注意这个变色不一定就是棕色的,也可以是气体颜色。 见图 17.1。
也称作:变色,色流,降解
错误的分类:原料污染

17.2 棕色条纹问题的可能原因4M 表
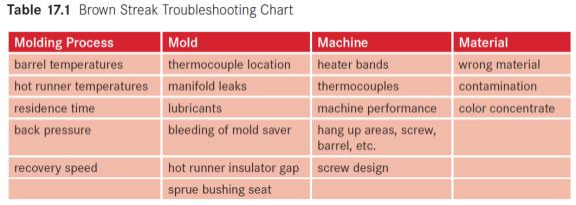
| 成型工艺 | 模具 | 机器 | 原料 |
| 炮筒温度 | 热流道热电偶 | 加热圈 | 原料错误 |
| 热流道温度 | 分流板漏胶 | 热电偶 | 污染 |
| 停留时间 | 油脂 | 机器性能 | 色母 |
| 背压 | 防锈剂的渗出 | 螺杆、炮筒、喷嘴的死 角区域 | |
| 储料速度 | 热流道隔热层的间隙 | 螺杆设计 | |
| 热流道和喷嘴接触的 R 角 |
17.3 棕色条纹的问题解决
棕色条纹通常是原料暴露在过高温度或在熔融温度下停留时间过长的迹象。基于这点,审查原料在整个注塑流程中, 会流经的热源,是非常重要的。同时,也要仔细的检查,任何可能存在的死角区域,原料可能会长时间的停留。
像所有的其他缺陷,棕色条纹的发生位置,往往是发生问题点的一个指标。如果棕色条纹只出现在浇口附近,那过 热或死角的区域,大概率是发生在熔体流动路径的末端(比如喷嘴)。
17.3.1 成型工艺问题引起的棕色条纹
成型工艺方面会导致棕色条纹的原因主要有:
炮筒温度
热流道温度
停留时间
背压
储料时间
17.3.1.1 成型工艺问题:炮筒温度
常见的工艺原因造成的棕色条纹或原料降解,是炮筒温度太高。每一个原料都有最高温度上限,如果超过这个温度 上限,原料就会降解。所以处理棕色条纹问题时,第一件事就是确认炮筒温度是否正确设定、和原料加工温度的匹 配性(标准工艺参数或原料厂商的推荐值)。
在检查炮筒温度设定值的时候,也要确认炮筒的每段实际温度,是否在设定值的+/-2 度的范围内。任何加热圈的超 温,都是温控失效或炮筒内剪切过大的迹象。
17.3.1.2 成型工艺问题:热流道温度
如果模具有热流道系统,我们应该把它作为注塑机喷嘴的延伸来对待,温度也必须控制在原料的成型温度范围内。 热流道温度应该和炮筒温度一起检查,确保温度的设定是正确的,也没有超温问题。
要注意的事,除了热流道系统本身,还有很多其他原因会造成热流道温度不对,包括:
热流道温控器
热流道线缆
热流道连接头
热流道温控器通常是控制多区加热的,可能无法控制热流道的实际温度值。
案例分析:
这个特殊案例里,产品有很大比例的报废,原因是棕色条纹和喷纹。对废品的仔细观察发现,废品是成批出现的(某个时间段连续出现)。模具和热流道的设定没有问题,热流道的温度看上去也和设定温度一致,但问题的所有指向都是原料过热降解。为了搞清楚到底发生了什么,额外的热电偶被安装到热流道分流板上,这个额外热电偶测量信号是连接到 RJG e-DART 工艺监控系统,来观察分流板实际温度随时间的变动。在高废品率发生时,仔细检查监控数据到底发生了什么。监控热电偶显示,出现报废产品时,分流板的实际温度超差原料的温度上限 100 度,而外观正常的产品产出时,热流道的温度在正常范围内。
而观察热流道温控器,其显示的热流道实际温度没有任何变动。为了排除是否温控器造成的问题,热流道温控器被了重新确认是温控器的问题,原先的温控器重新换上,生产马上出现棕色条纹的高报废,以及监控系统的温度大幅变动。热流道线缆是另一个会导致问题的地方。有时候是简单的接线错误造成的问题,线缆的接线必须是每根线正确的连 接到线缆两头的插头,也就是说两个插头的 1 号针必须是同一根线连接的。可以更换线缆来确认它是否导致问题的 发生,如果更换后问题解决了,那更换下来的问题线缆要交给机修做进一步的检查处理。
热流道接头,如图 17.2,里面的插针在使用时可能会下陷,导致接触不良。另外,也要确认热流道的所有加热区都 连接到了接头上,比如,一个 8 区的热流道,可能出现只有 6 个加热区连接到接头的问题。

17.3.1.3 成型工艺问题:停留时间
当塑料在成型温度下停留时间越长,降解的可能也越大。塑料停留在炮筒内(译者注:还要加上热流道)的时间长 短,叫做停留时间。生产所用的原料类型,决定了最大允许停留时间的长短;有的原料如 PP/PE,对停留时间不敏 感;而有的原料,如 PVC/POM/PA,对停留时间非常敏感。图 17.3 显示的是因为停留时间过长而分解的原料,这样 的原料如果注射到模具,就会生产出有棕色条纹和喷纹缺陷的产品。

确定停留时间的最好办法,是在机器下料口放几粒其他颜色的原料(要等下料口刚好看不到原料);当添加了跟踪 塑料粒子后,继续生产并开始计时,直到发现跟踪颜色出现在注塑产品上。
不那么精确的方法是,用机器最大射胶体积和一模产品重量 来计算。要这样计算时,要注意我们是要用原料的熔融密度来计算机器最大射胶重量,而且不同原料的熔融密度是 不一样。另外,停留在(螺杆)螺牙上的塑料也要计算在内,这取决于螺杆的设计而不同,通常认为是机器最大射 胶量的 40%。
17.3.1.4 成型工艺问题:背压
如果用过高的背压来成型,那可能会导致原料降解—这也会导致棕色条纹的产生。典型的背压设定范围是5~10Mpa; 有时我们用高背压来改善色流问题,但却导致了原料的降解。
译者注:实际的背压值不能光看机器背压的设定。一定要看实际背压压力是多少。
17.3.1.5 成型工艺问题:储料速度
螺杆储料时转速过高会产生过度剪切,这会导致塑料过热。理想的储料速度是在开模前 2~3 秒完成储料。储料速度 过快会导致剪切过大和停留时间长,可能会产生棕色条纹。要牢记,剪切是塑料熔化的温度来源之一(另一个是炮 筒温度),过度的剪切会导致塑料过热。
备注:剪切热的大小可以根据三区或者四区温度的高低和加热比来判断。
17.3.2 模具问题造成的棕色条纹
模具方面会导致棕色条纹的原因主要有:
热流道热电偶
分流板漏胶
油脂
防锈剂渗出
热流道隔热间隙
热流道和机器喷嘴接触的 R 角
17.3.2.1 模具问题:热流道热电偶
热电偶是热流道温度控制正确与否的关键元件。如果热流道分流板没有布置足够的热电偶,那分流板就不会有均衡 的温度分布;对于长的热嘴来说,正确的布置热电偶也是关键。尺寸较大的分流板或长度较长的热嘴,如果只装有 一个热电偶,那实际温度多半会高于设定值,这就导致原料过热,会造成降解棕色条纹。确保热电偶和钢铁保持良 好的接触,也是确保温度正确的关键。
17.3.2.1 模具问题:分流板漏胶
如果热流道分流板或热嘴漏胶,那就有原料困在漏胶处,长时间停留造成原料分解。不幸的是,模具必须要卸下来 拆开,才能确认是否有怀疑的漏胶。注塑机余料量不稳定是热流道可能漏胶的一个指标;如果注塑机的余料量小了, 那塑料总归去了什么地方,要么是止逆环封不住,要么是喷嘴处漏胶,要么是热流道漏了。漏胶的热流道一直生产, 会逐渐把整个热流道包住,导致热流道加热和热电偶都要更换。
17.3.2.1 模具问题:油脂问题
有时棕色条纹是来自于模具表面的油脂污染。用来润滑模具零件的油脂,落到模腔表面,会导致产品表面棕色条纹 的外观。有时你可以追溯到有油脂润滑的模具位置,如滑块、斜顶、顶针等。模具加油过度或不当,会导致一堆废 品。所以模具保养加油时,一定要注意不要过度加油。技术人员在开机生产时,也要注意模具的顶出侧不要直接用 清洗剂喷,因为这会导致油脂融化流动,藏在顶针等缝隙处,并在生产过程中持续渗出。要保证模具的干净!
另一个模具问题是,模具镶件/顶针等缝隙里藏有的防锈剂,也会造成产品棕色条纹不良。有的防锈剂(比如油性 的),特别容易出现这个问题。这个问题会发生在镶件线、滑块分型线这种位置,检查模具会发现这些位置有深色 的油迹。这也是清洗剂会导致油污持续渗出的另一个例子。
案例分析:镶件渗油
这个案例里,产品在镶件线的位置有棕色条纹。最初的想法是认为那里有渗水,但是对模具的检查发现没有这个问题。在模具检查时,发现模具表面油很多;确定下来是使用了油性的防锈剂,油从镶件线里慢慢渗出。切换到干性干性的防锈剂解决了这个问题
17.3.2.4 模具问题:热流道隔热间隙
热流道嘴尖位置有隔热间隙来帮助隔离热量传递到模腔,如果这个隔热间隙没有密封(多数热流道供应商可以提供 密封件如隔热帽来密封),塑料会困住在这个隔热间隙里,长时间停留造成原料降解,可能造成棕色条纹。这个地 方也是换色不良的主要原因点。
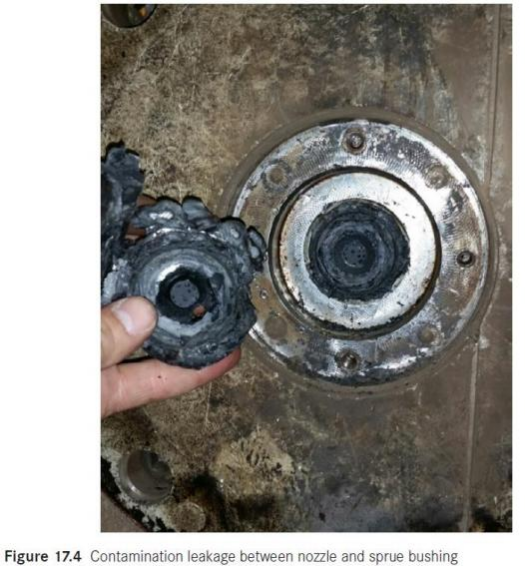
17.3.2.5 模具问题:热流道和机器喷嘴接触的 R 角
如果热流道和喷嘴接触的 R 角处有破损或 R 角不匹配,那漏胶就可能出现—这会导致棕色条纹的出现。检查热流道 R 角处有无破损,如果有的话重新加工 R 角。图 17.4 是 R 角处漏胶的例子,这个漏胶通常会导致黑点和棕色条纹的 产生。同时要注意,不要使用纸板来预防热流道和机器喷嘴的接触漏胶,不会有效果,还会污染或堵塞热流道。
17.3.3 机器问题导致的棕色条纹
机器方面会导致棕色条纹出现的原因有:
加热圈
热电偶
机器性能
死角区域
螺杆设计
机器的温度控制是避免原料降解的关键。控制炮筒温度的 3 个元件是:加热圈,热电偶,和控制器。任何一个出问 题,都会导致原料过热降解的温度问题。
17.3.3.1 机器问题:加热圈
机器温度控制的第一个部分是加热圈。所有的加热圈必须要能保证炮筒温度的均匀分布,如果某个加热区有加热圈 短路(大机器通常一个加热区有多个加热圈),那机器就会对这个加热区的温度失控,导致原料降级。有的机器有 自动侦测加热圈是否短路的功能;如果你要检查机器的加热圈是否正常,一个办法是使用电流表检查是否有电流流 进加热圈;如果加热圈短路的话,不会有电流通过。当替换加热圈时,要确保新加热圈的长度和加热功率射正确的, 另外,加热圈也要和炮筒紧密贴合,松动会导致传热不良。
17.3.3.2 机器问题:热电偶
热电偶的责任是提供实际温度反馈。如果热电偶没有提供准确的温度信息,那机器的温度也不会准。第一个会出错 的是热电偶的类型用错,比如机器的热电偶要求是 J 型的,却被替换成 K 型。另一个会出错的地方是,热电偶有没 有正确的插到安装孔里,如果热电偶的插入深度不够,它没办法和炮筒壁紧密接触,就无法正确的通知加热器是否 要加热。
17.3.3.3 机器问题:机器性能
参考第 8 章。
17.3.3.4 机器问题:死角区域
螺杆、炮筒、喷嘴的死角区域,会造成棕色条纹或其他的塑料降解问题。如果原料在熔融温度下长期困在死角区域, 它就会降解。总要确保,塑料熔体的通道要尽可能的顺滑,任何错位都会导致废品的出现。其他的死角区域包括喷 嘴和模具浇口套的错位或 R 角不符。
图 17.5 展示的是喷嘴和炮筒的配合面,这个配合面应该是紧密接触没有间隙的。更换/拆装喷嘴时,对这个配合面 的清洁也很重要。另一个要注意的是,安装时不要抹太多的高温油—它可能会被挤到喷嘴内造成条纹或黑点。

案例分析:喷嘴尖的死角
这个例子里,使用ABS原料的产品有很高的棕色流报废。产品的缺陷都是同一位置,从缺陷位置判断是机器喷嘴或 热流道浇口套的问题。仔细检查发现,喷嘴孔径比热流道的孔径小很多,这导致喷嘴接触位置有死角,导致原料降解,当合适孔径的喷嘴替换上,色流问题解决了。
17.3.3.5 机器问题:螺杆设计
任何一根螺杆,都不是对于任何塑料是设计正确的(没有真正意义上的通用螺杆)。对剪切敏感的材料,高压缩比 的螺杆设计会导致原料过度剪切而降解。压缩比是螺杆下料段深度和计量段深度的比值;热塑性塑料的压缩比在 1.5 到 4.5 之间,而常见的通用螺杆会在 2.5 到 3 之间。压缩比越大,螺杆储料时的剪切也越大,剪切敏感的塑料也更 容易降解。无定型塑料相对结晶塑料,通常对压缩比更宽容。
螺杆的长径比也会导致原料降解而产生棕色色流。大长径比可以提供更缓和的螺牙深度变化。尽管如此,要注意的 是,大长径比(大于 20)会加长原料停留时间,在有的场合会导致原料因停留时间长而降解变色。
注塑机螺杆有很多混炼单元设计可以适用。多数混炼单元能帮助均化熔体温度和颜色;有的混炼单元有很高的剪切, 可能会导致原料降解,要注意选择。
案例分析:螺杆设计导致的棕色条纹
这里案例里,产品是 PC/ABS 原料,色母比例是 4%。生产本来很正常,但是有一家螺杆厂家要测试他们最新混炼设 计的螺杆。当原有的螺杆被新螺杆替换后,生产的产品马上出现了棕色色流的问题。针对新螺杆工艺参数做了一系 列调整,但并没有什么效果。在折腾了两个星期后,旧螺杆终于换了回去,问题又消失了。对拆下螺杆的检查发现, 螺牙的根部有过热的迹象(钢材颜色发生变化了);看上去是螺杆的混炼单元产生了太多的剪切。螺杆设计人员想 出了解决问题的办法,但他们已经错失了机会,没有人想要解决“本来没有的问题”
工艺人员应至少了解他所用机器的螺杆类型和关键参数,根据这些信息,可以判断螺杆和要使用的原料是否相配。 就算是“通用”螺杆,也不是说这根“通用”螺杆和那根“通用”螺杆的设计是一样。
当螺杆拆出时, 可以检查螺杆上有无积碳的区域;这种位置意味着可能会导致棕色条纹的产生(或者是黑点)。图 17.6 是一个严重积碳的螺杆照片。

17.3.4 原料问题引起的棕色条纹
会引起棕色条纹缺陷的原料方面的原因有:
原料错误
污染
色母
17.3.4.1 原料问题:原料错误
如果有人不小心加错了原料,那可能会导致棕色色流的产生。因为不同的原料有不同的成型温度和分解温度,加错 原料可能会导致正常成型温度是错的料的分解温度这种情况出现。因为有的料分解时会释放有毒的气体,这种情况 也是很危险的。总是要确保使用的是正确的原料。
17.3.4.2 原料问题:污染
塑胶原料会被各种杂质污染。常见的污染物包括其他塑料粒子、纸板、食物、尘土等等。这些污染物在成型温度下 会烧焦,导致棕色条纹的产生。通常这种问题发生是短期的,孤立的,比如下料口没有完全清理干净,或有人往料 箱里扔了东西。
粉碎的过程容易出现污染问题。粉碎时要特别注意的是,不要被前一个粉碎的回料给污染了。用机边粉料机,机器 手将料头投入粉碎,是保证回料干净无杂质的好办法。有的工厂不允许作业员用粉料机粉碎任何产品,来确保污染源最小。
换色时,深色原料的清理、清料不彻底,总是会导致深色色流的出现。彻底的清理和清料,是换色成功的关键。具 体参考第 10 章
17.3.4.3 原料问题:色母
棕色色流的产品有时可以追溯到色母问题。如果色母的载体不能承受塑料相同的温度,载体的降解会导致棕色色流 的产生。也有可能是色母没有和原料混合好(分散不好),导致色流看上去像是原料降解。还要注意色母的比例是 否正确,因为色母比例太低,色流等问题更容易出现。