第 18章:气泡(Bubble)
18.1 定义
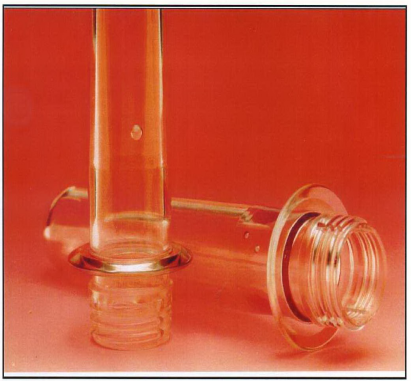
气泡是困在塑料熔体的空气,注射到模腔里,形成的产品外观缺陷。参看图 18.1 也称作:困气,水泡
错误的分类:空洞(真空泡),未熔塑料
18.2 气泡问题的可能原因4M 表
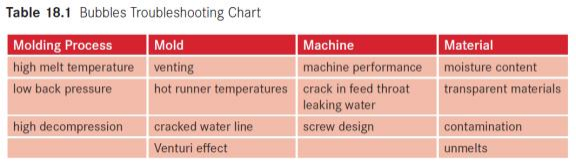
| 注塑工艺 | 模具 | 机器 | 原料 |
| 料温过高 | 排气 | 机器性能 | 含水率高 |
| 背压偏低 | 热流道温度 | 下料口的漏水 | 透明塑料 |
| 松退过多 | 水路开裂 | 螺杆设计 | 污染 |
| 文丘里效应 | 未熔塑料 |
18.3 气泡缺陷的问题解决
第一件也是最重要的事情,就是鉴别问题到底是气泡还是真空泡/空洞(参考第 45 章)。缺陷不同,问题解决的办 法也不同。
这两个问题的区别是,气泡是有空气困在产品胶位里,而空洞是厚壁收缩产生的真空。空洞出现在产品的厚壁区域, 因为保缩的不足。鉴别它们的办法是,用热风枪慢慢加热缺陷位置(注意不要烧糊了),如果是空洞,那么它会慢 慢塌陷;气泡的话,受热会膨胀变大。
一些外观的差异也可以帮助鉴别是气泡还是空洞:
如果缺陷只在厚壁区域出现,很大概率是空洞
气泡会出现在产品任何位置,常常还有喷纹的迹象
空洞也常常伴随着缩水出现
如果加热缺陷位置,气泡会膨胀而空洞会收缩
当处理气泡问题时,进行短射实验会很有帮助。短射实验能帮助确认气泡是怎么形成的;如果它只在特定的位置形 成的,常常也就指出了它的形成原因。
18.3.1 注塑工艺问题造成的气泡缺陷
气泡缺陷形成的主要原因是产品里有过多的气体,过多气体的形成的原因有:
料温过高
背压偏低
松退过大
18.3.1.1 注塑工艺:料温过高
当塑料过热时,塑料的降解会产生气体。就像水汽一样,这些气体会形成小泡被熔体流带进模腔里。所以在气泡缺陷的问题解决时,检查熔体温度是很有帮助的。如果熔体温度超过推荐值,那我们要排除:
炮筒温度的设定是否正确?对比原料厂家的推荐值来确定
炮筒温度实际值是否和设定值一致?有时,某个加热区会因为热电偶接触不良、热电偶问题、接线错误,而导 致实际温度和设定温度不符
背压是否太高?塑料熔化的主要能量来源是背压和转速控制的剪切热。检查背压是否设定正确(可以按棕色条 纹里,译者推荐的方法来确定基准背压值)
螺杆转速是否过高?确保螺杆转速设定是正确的、不要过高。通常的设定是,储料在开模前 2~3 秒完成。
通常是工艺参数设定错误或温控不良导致过热发生。原料过热也会导致其他缺陷发生,包括棕色色流、喷纹、黑点 等。如果是过热问题,你可能会看到这些问题组合出现。
18.3.1.2 注塑工艺:背压过低
如果背压设定的过低,塑料受到的压缩不够。当塑料在储料熔化时,受到的压缩不够,那塑料粒子之间的空气就没有完全排出,困在熔融塑料里;注塑时,困在熔体里的气泡一起进入模腔,形成气泡缺陷。典型的背压值在 5Mpa 到 10Mpa。低背压会导致塑化不均匀;要特别注意的是,有的剪切敏感的塑料或加纤料,需要偏低的背压。确认背 压是否和标准参数一致。
一个常见失误是,清料时工艺人员将背压调小,但又常常忘记改回来,这导致塑料粒子之间的空气无法完全排出。 如果有将背压改小来处理储料问题(储不上料),记得要改回来。
18.3.1.3 注塑工艺:松退过大
松退动作是一个重要的工艺设定,帮助改善流涎拉丝问题。然而,过多的松退可能会导致吸入空气到熔体里,导致 产品出现气泡缺陷。确认松退是否设定正确,评估松退能否减小而不会导致其他问题。避免养成松退行程设定的比需要大的习惯。
如果使用较大的松退行程来改善流涎或拉伤问题,检查一下喷嘴或热嘴尖的温度,确定真正的原因是不是温度不对? 有时降低喷嘴温度可以帮助我们使用小的松退行程,这样气泡和流涎拉丝问题可以同时改善。
18.3.2 模具问题导致的气泡缺陷
可能会导致气泡缺陷的模具问题有:
排气 热流道问题
水路开裂
文丘里效应
18.3.2.1 模具问题:排气
模具方面最容易导致气泡问题的原因是缺少排气。如果气体被困在塑料熔体里无法排出,那就很容易的形成气泡。
参考第 7 章的排气细节要求。
18.3.2.2 模具问题:热流道温度
如果热流道的设定温度或运行温度太高,那原料可能就会在热流道里降解产生分解气。这个分解气没有地方去,会 随熔体一起进入模腔。
对比标准参数确认热流道的温度是否正确设定,确定热流道的实际温度是否和设定值一致也很重要。常常因为热电 偶的安装错误而导致热流道的加热区过热。如果两个加热区的热电偶接线时交换了,那温控器会因为热电偶传过来 的错误温度而一直提供加热电流,导致过热发生。高端的热流道温控器会有很多自动功能比如侦测热电偶是否断线、 热电偶是否错误接线,加热是否短路等等。
18.3.2.3 模具问题:水路开裂
另一个开造成气泡出现的模具问题是水路开裂。如果模具水路开裂,那水珠会出现在模具表面,导致气泡出现。通 常这种情况我们可以在模具表面看到水珠或水迹,但是有的情况只有合模高压才能将裂缝撑开,水珠渗出。所以怀 疑这个原因时,总是要记得先合模上高压,再打开模具检查。如果模具有开裂漏水问题,一个应急生产办法是,使 用负压模温机,这可能会影响模具的冷却效率。最终还是要解决开裂的问题,模具在设计的时候,也要尽量避免锐 角—-会导致应力集中容易开裂。
水路的开裂常常可以追溯到模具设计失误。模仁上的锐角会加大应力,导致开裂发生。另外, 水路设计的离模面太 近,也会导致开裂(或锈穿)。模具的设计检查是保证模具符合生产需求的关键步骤。
18.3.2.4 模具问题:文丘里效应
文丘里效应,参考百度百科(这种现象以其发现者,意大利物理学家文丘里(Giovanni Battista Venturi)命名。该效 应表现在受限流动在通过缩小的过流断面时,流体出现流速增大的现象,其流速与过流断面成反比。而由伯努利定 律知流速的增大伴随流体压力的降低,即常见的文丘里现象。通俗地讲,这种效应是指在高速流动的流体附近会产生低压,从而产生吸附作用。)在注塑成型时,有时会出现这种文丘里效应,注射时将空气吸进模腔里。
这个现象会出现在模具的多个位置,包括喷嘴和浇口套的错位,顶针或镶件处的间隙。如果气泡缺陷固定在模具的 特定区域,那可能就指向其上游的某个模具零件的问题。这是一个需要更深层次的分析评估才能解决的问题,要确 认错位是否造成了气泡的发生,模具可能需要拆下配模。
18.3.3 机器问题导致的气泡缺陷
机器原因会造成产品气泡缺陷的有:
机器性能
下料口漏水
螺杆设计
18.3.3.1 机器问题:机器性能
参考第 8 章
18.3.3.2 机器问题:下料口漏水
如果机器的下料口有裂缝,那下料口的冷却水就可能会漏到炮筒内。当水进入炮筒内,它受热会变成蒸汽,蒸汽会 困在熔体内,注塑时形成产品的气泡缺陷。
要检查下料口有没有开裂,需要将下料口的塑料清理干净,使用小镜子来观察下料口是否有水珠的痕迹。注意要佩 戴安全面罩,不要直接对着下料口查看。

18.3.3.3 机器问题:螺杆设计
如果使用的机器,螺杆设计和原料不相符,那也可能造成气体困在熔体里。螺杆的一个关键参数是压缩比,如果螺 杆的压缩比太低(比如小于 2.5),那在生产有的塑料时就会出问题,如 PMMA/POM/PA 等。
大多数的注塑机螺杆压缩比在 2.5 到 3 之间,这在多数场合是足够的。如果一台注塑机的螺杆压缩比特别低,那可 能就会出问题。低压缩比的螺杆通常是生产剪切敏感的塑料如 PVC 的。
18.3.4 原料问题导致的气泡缺陷
原料原因会造成产品气泡缺陷的有:
原料含水率
透明原料
污染
未熔原料
18.3.4.1 原料问题:原料含水率
如果成型的原料含水率过高,那原料里的水汽在塑料受热熔化时,会变成气体(译者注:水分还会造成有的原料降 解,产生更多的气体)。因为气体是塑料熔化时形成的,它会困在熔体里形成气泡。这些气泡会困在产品里形成缺 陷。所有的吸湿性原料必须在成型前重复干燥。
含水率过高可能是产品气泡缺陷的最主要原因。所以在处理气泡缺陷时,第一件要确认的事情,就是坚持原料的含 水率(参考第 9 章的原料烘干)
18.3.4.2 原料问题:透明原料
透明原料本身并不会更容易出现气泡缺陷,它只是让气泡缺陷更容易被发现。透明的,吸湿性原料,如 PC/PMMA, 如果原料没有正确烘干,产品上会出现气泡。
在成型不透明原料时,气泡不一定能观察的到。因为这个原因,不透明产品的报废率会比透明产品低。可能是不透 明产品一直有气泡问题,但是从来没有被发现过。通常来说,因为不透明产品看不出气泡缺陷,产品可能不会因为 这个问题而报废;不管怎样,产品可能会因为同样原因造成喷纹报废(气泡和喷纹的原因大致相同)。
18.3.4.3 原料问题:污染
如果原料里有杂料污染,有害的反应可能会出现。很多时候,如果低熔点的杂料污染了高熔点的塑料,那杂料会在正常成型温度下分解并产生分解气。这些分解气会随塑料熔体进入模腔里。
避免原料污染的关键是:
确保料箱、料袋是封口的,减少污染产生的可能
清楚标识所有的原料、色母、回料等,避免用错或混料
建立清晰的标准流程,怎样打开新的包装加料,以及没有用完的原料怎样包装回收
原料污染会带来一系列的外观缺陷,也会导致产品的机械性能下降,导致产品不能使用。
18.3.4.4 原料问题:未熔塑料
未熔塑料是塑料粒子在没有熔化的情况下就离开了炮筒。这有时会错误的诊断为气泡,因为它常常导致产品表面鼓 起。如果怀疑是未熔塑料,可以将有问题的地方(鼓起位置)切开,查看有无未熔塑料。
案例:
1、PET瓶坯产品突然出现气泡,比例0.1%-1%,坯号不固定、位置不固定。
A、检查设备各个参数未发现异常,如原料批次、干燥机料温、风量、露点、料位、抽料;注塑机背压、螺杆转速、注塑速度、时间、注塑压力、保压压力、保压时间、冷却时间,未有异常发现
B、按照常规调整方法测试,提高背压,效果显著,气泡消失。
C、之前的背压参数下一直稳定生产,为何现在就必须提高背压?
D、检查发现,背压传感器失真,实际背压没有达到设定值。
E、更换背压传感器后正常。