第 19 章:表面粗糙,透明度差,积垢(Buildup)
19.1 定义
积垢是塑料的分解气体/挥发物形成的模具问题。积垢常常会引起其他问题如烧焦、喷纹,因为它堵塞了模具排气, 降低了气体逃逸出模腔的能力。有时积垢会形成在模腔内,导致产品的外观面粗糙。图 19.1 是模具在分型面有严重 积垢,堵住排气,并且能看到钢材有被腐蚀的痕迹。
也称作:气垢,结垢
对于产品来说,就是表面粗糙,透明度差
错误的分类:无

19.2 积垢问题的可能原因4M 表
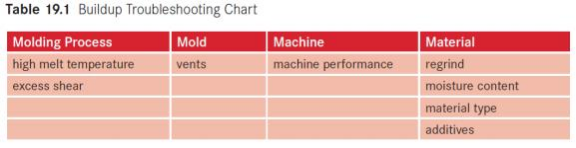
| 注塑工艺 | 模具 | 机器 | 原料 |
| 料温过高 | 排气 | 机器性能 | 回料 |
| 剪切过大 | 含水率 | ||
| 原料类型 | |||
| 原料添加剂 |
19.3 积垢的问题解决
多数积垢问题的形成原因是,塑料进入模腔的挥发气体在分型面或模具表面积累而成。要解决积垢问题,重要的是 回答这两个问题:
1. 是什么造成挥发气体这么多?
2. 挥发气体可以更好的排出模腔吗?
19.3.1 注塑工艺问题造成的积垢
有几个工艺相关的因素会造成塑料的分解产物过多,这些因素有:
料温过高
剪切过大
19.3.1.1 注塑工艺问题:料温过高
积垢的真因常常是塑料在分解时产生了过量的气体或挥发物。如果塑料是在过高的料温下成型的,那它就很可能会 释放出大量气体,这会很快弄脏模具的排气和分型面。在处理积垢问题时,要确认原料在成型时会不会过热。
要测量实际的熔体温度确认,原料是否暴露在超过厂家推荐的加工范围。要牢记的是,不要依赖注塑机上显示的炮 筒温度实际值,一定要测量实际的熔体温度。
19.3.1.2 注塑工艺问题:剪切过大
剪切是塑料在注塑机里熔融的重要能量来源,要知道在注塑成型时可能会产生很高水平的剪切,这会导致实际的熔 体温度过高,导致原料的降解。确认剪切是否过大的关键包括:
背压
螺杆转速
射出速度
要确认这些因素带来的影响,需要检测塑料的实际温度。当塑化时的剪切过大时,常常通过观察炮筒的实际温度可 以看到,炮筒的实际温度会高于设定温度(通常为EX3,即螺杆入口第三段)。通过这个实际温度是否会高 于设定温度的观察,可以确认是否剪切过大。
在射出阶段,如果射出速度很高,塑料产生的气体很难通过模具的排气排出,这也意味着射出速度越高对模具的排 气要求也越高。如果射出速度看上去会造成积垢形成,第一件要做的事情是增加改善模具的排气,而不是降低射出速度;降低射出速度会延长周期时间,这会增加产品的制造成本。现实中常常是,工艺人员通过降低射速来改善模 具排气不足造成的产品缺陷。
成型工艺要注意的一个关键是,工艺条件不会对原料造成伤害,剪切速率、料温、停留时间是典型的可能会伤害原 料的工艺参数。
19.3.2 模具问题造成的积垢
模具方面对积垢问题影响最大的是排气。如果模具的排气不充分,那塑料的挥发物就会困在模具里,这就可能会在 模具表面形成积垢。图 19.2 是积垢形成在模具表面的例子,可以看到靠模腔边缘位置的黑色积垢。

当积垢已经形成对产品质量或工艺参数的负面影响,重要的是确认模具是否还有充足的排气,且所有的排气都在开 通的有效状态。经常是分解气要从排气槽逃逸,在排气槽上形成大量的小分子物残留,这又影响了模具的排气能力。 如果面临的是排气相关的积垢问题,第一件要确认的是—-是否所有的排气槽都在开放状态;这可以用红丹抹在排气 槽的对面侧,合模高压后打开模具检查;如果红丹没有印到排气槽内,那排气还是保持开放的。另一个重要的是, 确认排气槽的深度是否变浅了?这个可以用百分表来检测,最好还是由模修人员来检查,并且修复有问题的排气。
如果确认下来模具的排气槽都是正常的,那就要检讨,是否要增加额外的排气。老式的方法是每隔 X 距离开设一条 Y 宽的排气槽,这种排气开设方式往往不会有好的排气效果。太多的排气本身不会导致飞边的产生—除非是排气的 深度过深。沿着模具的分型面开设整圈的排气,效果最好,能让气体更轻松的逃逸。如果不能用整圈排气的话,尽 量加大排气槽的宽度也是很好的。用 12mm 宽的排气槽来改善充填末端的排气,排气效果好的几率会比较低;那使用 25mm 宽的排气槽,就能很好的覆盖充填末端位置的变 动。
另一个会对积垢形成有很大影响的因素是—排气槽的长度。如果排气槽的长度过长,能它就不能保持自清洁,会很 快的积垢。排气槽长度绝对不能超过 2mm;常常是只减小排气槽的长度就能很好的改善积垢问题。另外要注意的是,排气槽和二级排气的连接位置不要用铣刀加工成一个 R 角那样,这会导致只有排气槽的中间位置的长度才是对 的,大大降低排气效果。
对模腔表面做涂层处理,能减缓积垢的生成,也方便对模面的清洁(不容易划伤模面)。
在有的场合,使用真空排气可以改善模具的排气能力。这通常需要封闭模具分型面和顶针,但有时只是将真空抽气 连接到二级排气就有很好的效果。
译者注:另外要注意的两点是,流道也要开设排气,而且深度可以大一些,不用害怕有飞边问题;产品的充填末端和结合线位置,是最需要加强排气的地方,要特别特别注意。
19.3.3 机器问题造成的积垢
机器方面会造成积垢生成的是机器性能,详见第 8 章。
19.3.4 原料问题造成的积垢
可能的原料相关的问题有:
回料 含水率
原料类型
添加剂
19.3.4.1 原料问题:回料
回料的使用会造成积垢生成,特别是降解产品或水解产品的粉碎回料。任何会增加塑料在炮筒内生成分解气的事情, 都会导致积垢的生成。
个别情况下,使用回料也可能会降低积垢的生成,因为原料里的添加剂等在上一次成型时已经挥发了。这包括原料 里的低聚物、脱模剂、残余的合成化合物、以及其他添加剂。回料会对注塑工艺产生很大的影响,要评估这个影响 的方法是对比 100%原料的生产工艺。
回料也会是一个污染源。如果其他材质的产品或料头落入了粉碎机(或者粉碎机没有清理干净),就会导致回料污 染。这个杂料可能会因为成型温度的不同而降解,导致积垢。图 19.3 是回料中含有杂料的例子。如果怀疑回料有污 染的话,取一部分回料,在桌面上摊开,仔细挑选检查有无杂料。

19.3.4.2 原料问题:含水率
当塑料在没有完全烘干时成型,会在炮筒的高温下形成挥发气体。这个熔融过程形成的挥发气体在射出阶段需要逃 逸出模具,模具可能没有充分的排气能力来应对这多余的气体;挥发气从排气槽逃逸时也会很容易的留下积垢。因 而,在成型前要确保原料是充分干燥的,具体的细节请参考第 9 章。
19.3.4.3 原料问题:原料类型
有的原料,会特别容易出现积垢的问题。有时是原料在聚合反应时反应不完全,还留有很多单体,会在熔融温度下 变成挥发气体。这些挥发气体在通过排气槽套逃逸时,会残留在排气槽上。
一个例子就是尼龙料里的已内酰胺,这个没有完成反应的已内酰胺会在模具或产品表面形成白色的沉积物。它如果 堵住模具的排气,会导致产品烧焦;而白色沉积物如果沾到产品表面,本身就是外观缺陷。因为尼龙容易吸湿,熔 融粘度又低,让所有的挥发物都逃逸出模具变成一个很大的挑战。
PC 是另一个生产过程中会产生积垢的原料。PC 原料可以使用很深的排气深度而不会跑边,所以容易通过改善模具的排气来解决这个问题。
很多 ABS 和 PPO 材料也会有挥发物生成,导致在模具分型面有粘稠的积垢。
对于所有的塑胶原料来说,充足的排气是成型顺利与否的关键。如果成型所用的原料看起来比常见的原料更容易有 问题,请先确保模具有充分优化的排气。
译者注:还有一个常用的原料,POM,是很容易生成积垢在模腔和分型面的。
19.3.4.4 原料问题:添加剂
塑料里常常会添加有很多添加剂,成型时会迁移或挥发出来。可能会导致积垢产生的添加剂有: 阻燃剂
着色剂
润滑剂
脱模剂
UV 稳定剂
有的时候是塑料里的添加剂导致了积垢的产生。不幸的是,这些添加剂又是让塑料的性能符合要求的必需品。如果 一个原料一直会有积垢问题,请确认成型参数是在厂家的推荐范围内,并且排气是最大化的。
如果使用色母的话,要确认色母的添加比例是否正确。如果添加的比例过高,那色母里的添加剂就会产生更多的挥 发物,导致积垢产生。
经历积垢问题时,要记得咨询原料厂家。原料厂家有时可以取样一部分模具上的积垢,到实验室里分析,到底是什 么化学成分导致积垢的生成。
案例分析:积垢
一个两腔模的产品使用的是一种超韧的尼龙料,遭遇严重的积垢问题。模具必须要 2 个小时就停下来,清理积垢来避免烧焦废品的产生。通过增加额外的分型面排气,这个问题得到缓解,模具的清洁间隔变成 8 小时一次。这个尼龙原料的本质就是会有很多挥发副产品,需要额外的排气面积来改善积垢的生成。又因为尼龙料很容易跑飞边,所以增加排气的宽度是改善排气的最好办法。
解决方案:
开机时模腔排料可以减少模芯、模唇处的粉尘积累。模腔排料腔为了防止模腔被粉尘粘附,可以先涂油保护。