第 20 章:烧焦(Burn)
20.1 定义
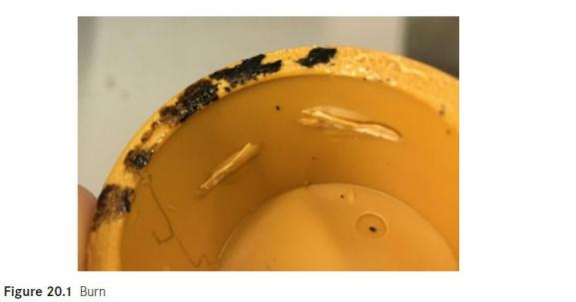
在射出阶段,当气体困在模腔里时,气体在高压下产生的高温可能会点燃塑料,导致塑料烧焦。这经常会在产品和 模具上留下黑色脏污。图 20.1 是烧焦缺陷的一个例子。
也称作:困气,压缩燃烧
错误的分类:棕色条纹,色流
20.2 烧焦问题的可能原因4M 表
| 注塑工艺 | 模具 | 机器 | 原料 |
| 射出速度过快 | 排气 | 螺杆、喷嘴积垢 | 含水率 |
| 料温过高 | 油脂,油,或其他污染 | 螺杆设计 | 原料类型 |
| 背压过大 | 炮筒加热问题 | 添加剂 | |
| 松退过大 | 螺杆、炮筒、螺杆头等损 坏 |
20.3 烧焦的问题处理
烧焦是产品上有棕色或黑色的变色,常常是炭黑色。在处理烧焦问题时,我们要回答两个问题:
1. 气体是哪里来的?要记住的是,在塑料进入模腔前,模腔里是充满空气的。
2. 为什么气体没有逃出模腔?
烧焦的问题处理经常会回到排气相关的缺陷,不要用工艺参数弥补模具问题!
20.3.1 注塑工艺问题引起的烧焦
像前面讲的,烧焦的真正原因常常是排气不足。用工艺参数来改善烧焦问题是最后的、没有办法的办法;在调整工 艺参数前,先解决模具问题。
工艺参数的设定也可以造成过多气体的产生,也可以造成气体困在模腔里,包括:
射出速度
熔体温度
背压
松退
20.3.1.1 注塑工艺问题:射出速度
射出速度越高,气体困在模腔里而不是通过排气槽逃逸的可能就越大。通常放慢射出速度可以改善烧焦问题,但这 会牺牲周期时间。正常情况下,如果放慢射出速度可以改善烧焦问题,那么改善模具排气也能收到一样的效果(从 源头上改善)。在调整注塑工艺前总是要先检讨模具排气问题。
放慢射出速度不光会牺牲周期,也会影响塑料在射出阶段的粘度。这个粘度的变化可能会导致其他的注塑问题如光泽差异、缩水、缺胶等等。标准工艺参数已经确定后,放慢射出速度来弥补其他原因导致的问题是不允许的,所以 从源头上解决问题。
不要用工艺参数弥补排气问题,排气细节详见第 7 章。
案例分析:射出速度
这个案例里,产品充填末端的结合线处有烧焦。烧焦位置有典型的塑料碳化残留在产品和模具上,放慢射出速度可以解决这个烧焦问题。模修人员被叫过来,他把烧焦位置的排气槽深度加深了,这样,可以使用原先的射出速度而不会有烧焦问题。通过加深排气而不是放慢射出速度,周期时间可以节约2 秒。
20.3.1.2 注塑工艺问题:熔体温度
当成型温度在厂家推荐值的上限或超过上限时,原料就可能降解并释放出分解气,这个额外的分解气可能会困在模 具里无法排出。当前面讲到的步骤都无法改善烧焦问题时,我们就要测量实际的熔体温度。要清楚原料厂家推荐的成型温度范围。车间的所有工艺人员要能够方便的获取,车间所用原料的厂家推荐成型温度范围。
当熔体温度是烧焦原因时,要去确认可以影响实际熔体温度的工艺参数,如炮筒温度、背压、螺杆转速。不要假设 炮筒温度的显示值就是实际的熔体温度。
如果炮筒温度本身设定的很高,那原料就很有可能会过热降解。确认炮筒温度设定是在推荐范围内的,并且监控值 也是和设定值一致的。要注意有无加热区是处于 100%加热功率的,这往往代表加热圈的加热功率不足或热电偶的 温度读取错误。要记住,加热圈要和炮筒是紧密接触的;热电偶要在指定的位置,并且和安装孔的底部贴牢。
因为剪切是塑料熔化的最大能量来源,检查储料的背压和螺杆转速也很重要。和炮筒温度一样,背压和螺杆转速也 会设置错误,所以要记得对比标准工艺参数。通用的准则是,螺杆转速应该调整到,储料在开模前 2~3 秒结束。背 压的设定正常在 5~20Mpa 之间,取决于原料的类型和色母的效果。
20.3.1.3 注塑工艺问题:松退
过度的松退会导致空气吸入。在射出阶段,这个吸入的空气必须要排出。松退时吸入的额外空气,可能会导致,模 具的排气不堪重负而产生困气烧焦。
检查松退是否过大。如果松退是故意设大来改善流涎或拉丝问题的,请检查喷嘴的温度。喷嘴温度过高会导致流涎, 从而需要过大的松退来改善。测试减小松退距离,评估会不会对成型有影响。记住储料完要有一定的松退距离,让 止逆环能正常封闭。
20.3.2 模具问题导致的烧焦
当处理烧焦问题时,模具的嫌疑是最大的。模具方面会导致烧焦的有:
排气 油脂,油,或者其他污染
20.3.2.1 模具问题:排气
烧焦的首要原因是模具的排气不足!当出现烧焦问题时,总是要先检讨模具的排气。改善排气能消除烧焦问题(详 见第 7 章)。图 20.2 是典型的因为排气不足造成的结合线位置烧焦。

当模具的排气脏污时,排气效果会打折扣。如果模具是在正常生产的过程中出现烧焦问题的,那第一件事就是要清 理模具(分型面,顶针,斜顶,滑块)。如果清理模具能解决问题,请检讨是否能增加额外的排气,或者是要制定 合理的保养间隔。如果模具需要频繁的保养清理分型面和排气,那就说明模具的排气不足,需要增加额外的排气。
如果模具容易有烧焦问题,那烧焦位置的钢材,被慢慢被侵蚀的风险就很大。这个侵蚀会导致模具的永久损坏,并 带来粘模、外观不良、分型面跑边等缺陷。所以改善模具排气,要好于修补侵蚀损坏的模具。
20.3.2.2 模具问题:污染
如果模具的分型面等排气位置,因为模具活动部件的油脂或油污而污染,那这个污染可能会堵塞模具的排气。如果 这个污染是个长期存在的问题,要确定污染的来源是哪里,并从源头上解决。
当模具有液压油的泄漏,通常可以查看到漏油的位置。当液压油被熔体在模腔里推动前进时,会导致模具排气的堵 塞。如果是油缸的漏油,可能需要维修或替换油缸;也有可能是接头位置的漏油,有时接头在模具的上方,没有完全旋紧时,会有油滴出并落入模腔。所以一般液压接头都尽可能不设计在模具的顶部。
模具活动部件的过多油脂,会跑到模腔并被熔体推动堵住排气。经常是模具刚刚完成修模,模修人员认为油脂的用 量是越多越好—所以过来的模具满是油脂。和你的模修车间一起确定正确的模具油脂用量。
20.3.3 机器问题导致的烧焦
检查机器的状态,确保机器没有在温度、背压、转速等失控的状态下运行。原料的任何原因的过热都会导致过多分 解气的产生,引起烧焦。
机器相关的原因有:
螺杆、喷嘴、螺杆头的积垢
螺杆设计和原料特性不符
炮筒超温
螺杆、炮筒、止逆环的破损
20.3.3.1 机器问题:积垢
积垢是指长时间的运行后,塑料或其分解物在炮筒内沉积。当这个沉积物分解时,它会产生额外的气体和分解产物, 导致模具排气不足。如果这个额外的气体没办法从模具排出,它就会产生困气并引起烧焦。当机器经常暂停或切换 原料时,沉积物就会出现,或成为问题。
这个沉积物通常会带来其他的缺陷症状,如黑点,喷纹,棕色条纹等。长时间停机或切换原料时的彻底清洗清料, 能尽量避免这个问题发生。
有时这个沉积物是从喷嘴、炮筒、转接头等配合错位处来的。保证塑料在熔体流动方向是顺滑没有死角的,是很好 的实践手段。任何的错位都会产生原料会长时间滞留的死角区域。
合理的关机流程,也是避免沉积物产生的关键。当机器要暂停生产时,炮筒应该射空,来降低原料在炮筒内降解的 机会。对有的材料来说,这变成一个很关键的问题,温度敏感的原料会很快降解,需要在暂停或停机前先用热稳定 的原料清洗。
20.3.3.2 机器问题:螺杆设计错误
注塑制程中,作用在塑料粒子上的剪切,是塑料熔化的最大能量来源。如果螺杆的设计没有正确的长径比和压缩比, 储料时就会产生过度的剪切,引起原料降解,这也会导致过多的分解气,需要从模具里排空。典型的通用螺杆如图 20.3 所示。

要记住的是,如果模具以前在这台机器一直正常生产,机器的螺杆也没有更换过,那烧焦就不是螺杆的设计问题。 也要可能是螺杆有积碳或其他沉积物,造成螺牙的深度发生变化。另外,在极端情况下,如果螺杆上沉积物形成一 个屏障,会完全改变螺杆的性能。如果是这样,建立正确的关机和清料流程就非常重要。
20.3.3.3 机器问题:炮筒超温
除了剪切过度会造成原料过热而降解,如果炮筒、喷嘴、法兰等任何位置的实际温度高于设定温度,那也可能会导 致原料过热降解。
检查炮筒温度的实际值,有无任何加热区超温过热的迹象。经常有的加热区会因为储料剪切过大,而实际值高于设 定值。如果某个加热区的实际温度高于设定温度,机器却没有加热功率(电流)输出,那就有以下可能之一:
1. 螺杆储料时旋转产生的剪切热过大,造成炮筒的实际温度高于设定温度,注塑机对炮筒的这段加热失去控制。 如果确认是这个情况的话,尝试着将螺杆的储料速度下降到,储料在开模前 2~3 秒结束,或者检查储料背压是 否过高。
2. 在很少见的情况下,炮筒的热电偶安装在错误的位置或接线错误。这在注塑机最近有更换加热圈或热电偶时可 能性很大。如果是这种情况的话,你可以观察到一个加热区在没有加热输出的情况下超温,而另一个加热区在 持续加热输出的情况下温度升不到。这个是热电偶接错的正常指标。
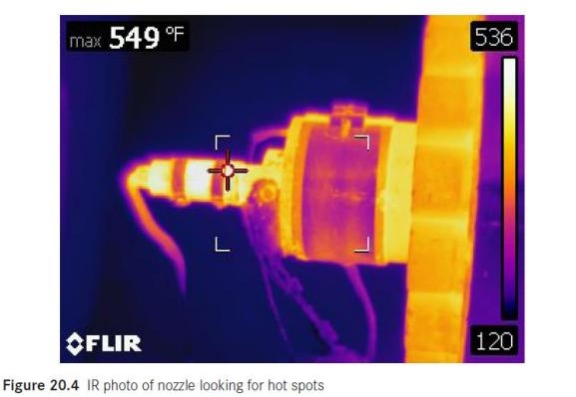
红外相机可以用来很好的发现喷嘴或法兰位置的过热区。见图 20.4
20.3.3.4 机器问题:破损
注塑机的螺杆、炮筒、止逆环、法兰盘、喷嘴、嘴尖等位置的破损,会导致局部的高剪切或滞流存在。这些破损的 元件会产生额外的气体或导致模具排气不良。有的情况下,不一定是破损,而是小金属块困在炮筒内的某一位置。
不幸的是,要检查这个破损或金属杂质是否存在,喷嘴头或法兰盘要拆下,才能对各个元件进行检测。这是费时费 力的事情,只有在很确信有元件破损或金属杂质的情况下,才安排这个检测。
20.3.4 原料问题引起的烧焦
原料方面,有几个因素会导致烧焦发生:
含水率
原料类型
添加剂
20.3.4.1 原料问题:含水率
烧焦通常是熔体里含有的分解气在模腔充填阶段无法逃逸时的结果。当成型吸湿性的原料时,如果原料含水率过高, 那水分会在熔融高温下变成蒸汽,进入塑料熔体内。这个气体通常也会造成产品喷纹之类的缺陷,但也会引起烧焦 缺陷,如果它无法从模腔逃逸的话。
详见第 9 章。
20.3.4.2 原料问题:原料类型
和很多其他缺陷那样,有的材料会特别容易烧焦。温度非常敏感的原料如 PVC 或 POM ,会快速降解,可能在炮筒 内就已经是燃烧状态。在成型温度敏感材料时,确保所有的温度—包括热流道温度以及原料停留时间,都得到精确 的管控,也没有塑料熔体会长时间停留的滞流区域。
在成型这些可能会出问题的原料时,确保成型温度是在厂家的推荐温度范围内。 同时也要确认使用的是正确的原料,没有杂料污染。
另一个要考量的地方是原料切换。在高温料切换成低温料时,要让炮筒充分的冷却到低温料的成型温度,再添加要 使用的低温原料。特别是要切换的是 PVC 、POM 这类温度敏感的原料,一定要确保炮筒的实际温度,已经下降到原 料允许的成型温度范围内。
案例分析:PVC 烧焦
这个案例里,产品要切换成 PVC 原料测试打样。当使用新的原料打样时,样品上有严重的碳化烧焦原料。各种工艺 参数做了调整,来改善这个烧焦问题。在和原料供应商检讨时,才得知原料的配方出了问题,原料不能满足注塑成 型所需的热稳定条件。如果在前期就对原料的配方和原料供应商进行检讨,无数的试模时间就不会白白浪费。
20.3.4.3 原料问题:添加剂
色母也会增加烧焦发生和出现的可能。有的色母会比原料更容易降解,产出更多的分解气体。另外,浅色产品的烧焦更容易被发现,即使是非常轻微的烧焦。因为深色的产品会掩盖部分烧焦缺陷,所以在检讨产品的深筋位等排气困难位置是否有烧焦问题时,最好用浅色原料打样。用深色原料打样时,有时会发生这样的例子,烧焦只发生在产 品深筋位的尖部,无法察觉;直到有人用手擦过烧焦位置,留在手上的黑色碳粉才让人察觉。
其他的添加剂如塑化剂、脱模剂等,也会导致分解气过多,并堵塞模具排气槽。像 20.3.2.1 提到的那样,模具排气 是避免这类烧焦问题的关键。
如果在成型前有添加色母或其他的添加剂(不是造粒的这种生产方式),要确保添加比例在生产过程中是得到正确 控制的。如果混合了过多的色母或添加剂,那注塑过程中出现问题的可能性就会显著增加。也要确认色母或添加剂 的载体,和要成型的原料是相容的,或一致的。