第 21 章:白雾、发雾(Cloudiness)
21.1 定义
发雾是一个外观缺陷,出现在透明材料的产品上。产品的清澈度不足,甚至有淡白色或白色条纹在产品上(图 21.1). 在有的例子里,透明的产品会有白色色流出现。
也称作:牛奶色,污染, 白色条纹
错误的分类:色流

21.2 发雾问题的可能原因4M 表
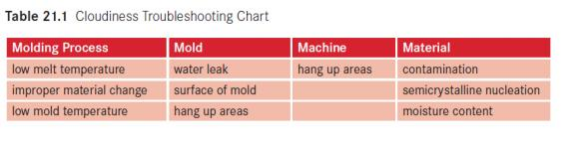
| 注塑工艺 | 模具 | 机器 | 原料 |
| 料温偏低 | 漏水 | 死角区域 | 污染 |
| 原料切换失误 | 模面问题 | 结晶性材料的结晶 | |
| 模温过低 | 死角区域 | 含水率 |
21.3 发雾的问题处理
发雾通常是原料方面的问题,常常是原料的污染。
21.3.1 注塑工艺问题引起的发雾
可能会引起发雾的注塑参数项目有:
料温 换料失误
模温
21.3.1.1 注塑工艺问题:料温
检查料温是否在原料厂家的推荐加工范围内。实际的料温要通过测温探头或红外枪检测。一系列的工艺参数会影响 实际料温,如炮筒温度、背压、螺杆转速、停留时间、螺杆几何形状等。
如果实际料温偏低,会导致发雾的外观。可以试着升高料温,查看产品的发雾问题有无改善。
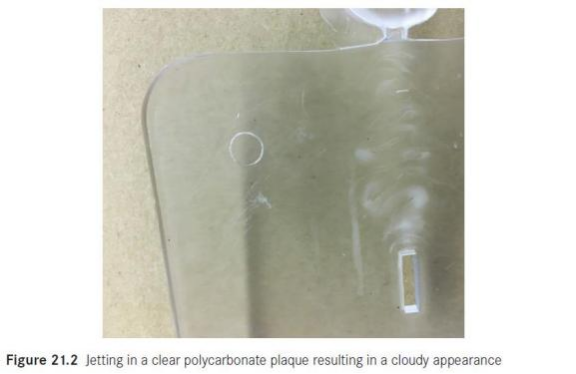
有时低料温或低模温,会导致喷射缺陷的产生,产生雾状的外观,如图 21.2。这个照片里,喷射非常明显;但也会 有的场合,喷射是发雾的原因,但是产品上外观上观察不到喷射缺陷,直到实施短射实验。
21.3.1.2 注塑工艺问题:换料失误
经常会碰到的产品发雾原因是,换料的失误导致的。在原料切换时,任何的上一批次的原料残留,都会在透明材料 产品的外观,产生发雾的缺陷。
在切换透明原料时,换料流程非常重要。任何吸料、上料管道,烘干料筒,小料斗,机器下料口等位置的上批次原 料,都会造成产品发雾。要确保炮筒内已经清洗干净,没有任何原料污染。要花充分的时间来保证彻底的原料切换, 建立清晰明了的换料作业指导。
参考第 10 章的切换推荐。
21.3.1.3 注塑工艺问题:模温
模温的变化,也可能会影响产品的透明度。这种成型有的原料如透明 PP 时,特别正确。透明 PP 用低的模温成型, 可以最小化晶体的形成和晶体的尺寸,生成透明的产品。如果透明 PP 的结晶度高,那产品看上去会发雾。
不管使用什么原料,厂家的推荐成型条件一定要知道。对比确认实际的工艺参数在推荐的工艺范围内。在工艺参数 的建立阶段,可以调整模温设定,来评估模具温度是否会导致产品发雾。
21.3.2 模具问题引起的发雾
潜在的会引起产品发雾的模具相关原因有:
漏水
模面问题
死角区域
21.3.2.1 模具问题:漏水
如果模仁有开裂,水漏到模腔里,可能会导致产品发雾。如果产品有发雾问题,其他的原因都排除了,那就仔细检查一下模具有无可能漏水。模具的漏水可能很难侦测;有的时候能在模具表面看到水珠;有的时候水珠是这么的小, 肉眼几乎无法察觉,或者没有漏水直到受到锁模的高压。所以检查模具有无漏水,良好的实践方法总是要先合上模 具上高压,然后检查模面是否有漏水迹象。
21.3.2.2 模具问题:模面问题
要改善注塑产品的透明度,模具的表面必须是高抛光的。如果模具表面的抛光不够,那光线就会散射,体现为透明 度的降低。模具没有抛光,是纹面处理的区域,也会散射光线。
模面的另一个问题是,可能有塑料副产物在模面形成模垢。模垢会降低模具表面的光洁度,在注塑产品的表面,形 成雾状的外观。
检查模具的表面,确保没有抛光不良的区域和形成模垢的区域。如果模具的表面发暗,那你可能需要用清洗剂比如 Zapox 来清理模垢,或者使用钻石膏来抛光问题区域。
21.3.2.3 模具问题:死角区域
如果模具是热流道系统的,那可能有原料困在死角区域,生产过程中慢慢带出。需要特别注意的地方包括,主流道 的孔径大小,任何拐角,装配元件之间的错位,阀针,鱼雷头等。任何死角区域,会导致在原料切换或颜色切换后 很长时间,还会产生废品。即使热流道只生产这一种透明原料,炮筒里的原料污染也会进入热流道,导致热流道很 难冲干净。
如果同一模具要生产不同颜色或不同原料的产品,确保在设计阶段就要通知热流道供应商。热流道供应商可以更小 心的避免可能会导致原料滞流的死角区域。
21.3.3 机器问题造成的发雾
机器方面,最可能会造成产品发雾的原因是炮筒内的任何死角区域。
21.3.3.1 机器问题:死角区域
如果注塑机有死角区域,原料在死角区域会长时间残留,造成换料清洗困难。死角区域可能是炮筒和法兰盘、喷嘴 等装配位置的错位,或者是螺杆、炮筒、螺杆头等元件的破损位置。
寻找确认死角区域是费时费力的事情,因需要将机器炮筒拆开。所以在开展这个工作前,其他的所有潜在可能原因 都应该排除完了。有时死角区域只是元件之间的很小的段差(台阶),这一小撮旧的塑料会长时间停留在这里。
图 21.3 显示的是拆下来的喷嘴和嘴尖,中间发亮的位置就是它们之间的错位。

如果死角区域的残留塑料是发雾的原因,有的时候,可以通过升高料温和使用清洗料来清洗炮筒。然后再切换为要 生产的原料。
有的时候,单单喷嘴本身,也会有死角区域,特别是使用通用喷嘴的时候—会在换料或换色时有塑料困在死角区域, 在生产过程中慢慢拽出。这在喷嘴的孔径比较小的时候特别成问题,它的死角区域相对较大。
21.3.4 原料问题导致的发雾
原料方面会导致产品发雾的有:
污染 含水率
结晶性材料
21.3.4.1 原料问题:污染
产品外观发雾的最常见原因是原料污染。污染的来源主要来自于:
原料没有密封好,导致各种污染源进入。任何原料容易都要有加盖避免污染。
标识不清晰,这会导致加料人员将错误的原料添加到料箱或料筒内。原料的标识必须是非常清晰明了,让作 业人员不要去想,他是否使用了正确的原料。
回料,作业过程的任何失误都会导致污染。机边粉料立即使用,是最理想的。
原料的切换流程不当,这会导致原料之间的交叉污染。不管是清料流程问题,还是清理料筒不彻底,每次切换 都可能会发生原料污染。
案例分析:混料
在这个案例里,用透明 PS 和透明 K 树脂混合在一起生产一个透明的产品。透明的 PS 混入 K 树脂里用来降低生产成本。尽管这两个塑料都是透明的,如果混入的 PS 比例太高,会导致生产的产品发雾。PS 和 K 树脂的比例必须合理的控制,来保证成本、外观、性能的平衡。
21.3.4.2 原料问题:含水率
原料的含水率过高,会导致产品表面喷纹,看上去像发雾。成型吸湿性原料时,一定要先检测原料的含水率。参考 第 9 章的烘干。
21.3.4.3 原料问题:结晶材料
结晶性原料的结晶程度会影响产品是透明还是不透明的。添加成核剂的 PP 注塑后会相当透明,因为成核剂形成很 多很小的晶体。如果成核剂的添加量变化,产品的透明度也会变化。没有添加成核剂的 PP 通常是半透明发雾的外 观。结晶材料的成核效应会受产品壁厚、模温、料温的影响。快速的冷却,结晶过程被冻结,材料更多的呈无定型 态,可以最大化产品的透明度。