第 23 章:污染(Contamination)、异物
23.1 定义
污染,是一个比较广义的词,包含了好几种外观缺陷。污染可能是以变色黑点的形式出现,也可能是色流、分层等 等。图 23.1 是原料污染的照片。
也称作:黑点,黑色/棕色条纹,色流
错误的分类:喷纹

23.2 污染问题的可能原因4M 表
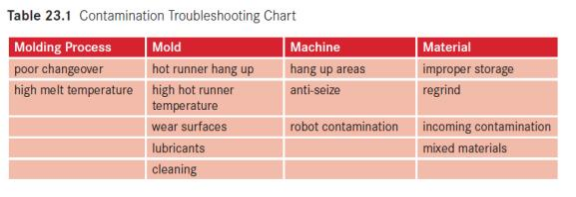
| 注塑工艺 | 模具 | 机器 | 原料 |
| 换色不良 | 热流道死角 | 死角区域 | 储存不当 |
| 料温过高 | 热流道温度过高 | 高温防卡油 | 回料 |
| 磨损 | 机械手污染 | 来料污染 | |
| 油脂 | 混料 | ||
| 清洁 |
23.3 污染的问题处理
原料可以在很多方式上被污染。避免所有可能的污染源,可能是最大的挑战。多数时候,最佳的起始位置是,从注 塑机开始往回追溯。
23.3.1 注塑工艺问题引起的污染
注塑工艺方面,会导致污染发生的有:
换色不良
料温过高
23.3.1.1 注塑工艺问题:换色不良
当注塑机停止生产,开始换料或换色时,有很多的机会导致污染发生。整个喂料系统和熔体传递系统必须彻底的清 理/清洗,确保没有前一批次的原料残余。一些需要重点检查的地方包括:
烘干料筒。烘干料筒有好几个死角区域,包括观察窗、吸料机、中间的分配锥、卸料口等等。在换料/换色时, 必须清洁这些位置,移除上一批次的原料。可以用吸尘器来帮助清洁料筒。
料管。不管是烘干料筒到注塑机,还是料箱/料袋到烘干料筒,确保这些料管都得到彻底清洁很重要。这可以 简单的把料管拔出,让吸料机把料管里的塑料粒子抽干。有时加料人员把料筒清理的非常干净,却忘了清理料 管,当新的原料加入开始吸料时,料管的残余塑料粒子就把原料污染了。
译者注:要注意的一点是,很多原料有粉尘,这些粉尘会落在料管内。换料时可能需要用沾有酒精的无尘布,从料管内吸入来清理粉尘。或者是换用全新的软管。
注塑机小料斗。注塑机料斗有很多地方对积藏塑料;确保取出磁力架并仔细清理(图 23.2 是放磁力架的屉子)。 同时检查料斗和注塑机下料口之间的错位。(注塑机的下落口内也会有错位,可以用气枪仔细吹扫)
吸料机。吸料机也会藏有原料,换色时所有的吸料机都要仔细的清理。
色母机。切换颜色时,色母机也要清理。色母机的加料螺杆里可能会藏有上个批次的色母。
注塑车间常常不重视对加料人员的培训,或提供的培训不足。如果加料人员不知道换色时彻底清洁的重要性,他们很可能就会省去(或者根本不知道)一些关键位置的清理,导致污染发生。对车间所有的加料人员,提供正式的培 训,是确保换色成功的关键。

23.3.1.2 注塑工艺问题:料温过高
当塑料过热时,会降解并造成黑点等污染。参考第 15 章的黑点问题处理。
23.3.2 模具问题引起的污染
模具相关的污染原因有:
热流道死角
热流道温度过高
磨损
油脂
清洁
23.3.2.1 模具问题:热流道死角
热流道内,任何会导致塑料滞流的区域,都可能引起污染问题。困在死角/滞流区域的塑料,在原料切换完成很长 时候后,还会持续的渗到熔体里。对温度敏感的塑料,困在死角区域可能会降解并造成碳化黑点的污染。图 23.3 展示的是来自热嘴尖的污染。

热流道系统装配后,应该在需要的成型温度下,既不会漏胶,也没有元件之间的错位—这会导致滞流死角。热嘴和 分流板之间不应有任何的装配间隙。
热流道分流板的拐角,是最容易有死角并导致原料滞流的。取决于热流道的设计,多数的热流道拐角是使用十字枪 钻法加工的。十字枪钻的交叉位置会有死角并导致原料滞流,使用机加工的堵头—加工有 R 角的过度,可以改善这 个问题。
分流板可能会破损开裂,裂缝的间隙会让原料滞流在那里。分流板的开裂经常导致昂贵和耗时的维修;因此,要培 训技术人员,开机前让热流道有足够的时间吸热,达到整体的热平衡后再注射塑料。
23.3.2.2 模具问题:热流道温度
当热流道的温度比需要的温度高时,原料降解的几率大大增加。如果原料在热流道里降解,就会造成产品有黑点或 棕色条纹的污染问题。
确认热流道的设定温度是否正确,热流道的实际温度是否和设定温度一致。如果热流道的某个加热区一直有加热功 率输出,那要么是接线错误,要么是热电偶接触不良。
23.3.2.3 模具问题:磨损
模具的任何有相互摩擦运动的表面,都有可能会磨损。经过一段时间,磨损产生金属粉末或金属碎片可能会污染模 腔表面。这个金属粉尘会出现在产品表面,造成外观缺陷。
目视检查模具的导柱、耐磨块、边锁、精定位、虎口等位置,粉尘经常是咬死/咬死开始出现的早期现象,所以一 旦侦测到任何的磨损问题,要从源头改善好。
23.3.2.4 模具问题:油脂
模具上任何润滑油,都可能会污染产品。不管是润滑脂还是润滑油,过多的润滑油只要进入模腔,就会污染产品, 或导致产品报废。
模具需要检查有无过度润滑。经常是模具刚刚维护/维修完,模修人员为了保险起见,在所有的活动部件都满满的 加了一遍油。有时连续生产了几个小时,模具还是在持续渗油,生产的全是废品。记得和模房维护人员建立优化的模具加油润滑作业标准。模具润滑不是简单的涂点油在顶针上,油脂必须轻轻的涂抹,恰到好处,过度润滑会导致 问题。
为模具的各个活动部件找到最合适的润滑油脂,也是很重要的事情。市场上有各种各样的润滑油脂,有的会更适用 于某些特殊场合。
23.3.2.5 模具问题:清洁
模具清洁动作或模具没有清洁,都可能会引起污染。要保持注塑过程的良好运行,模具要保持干净。脏污的模具会 导致产品的表面污染。在清洁模具时必须要非常小心,因为擦模具的步会在模具的表面残留下纤维,在产品表面形 成弯弯曲曲的,小线虫一样的缺陷(图 23.4)
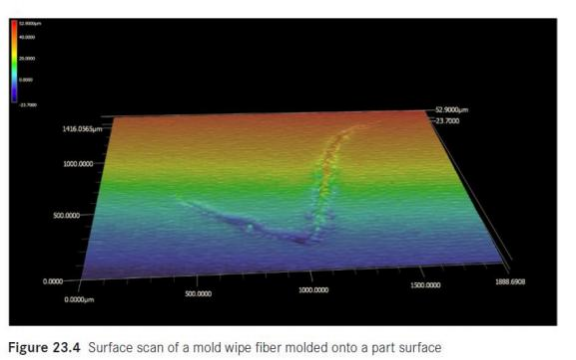
在擦拭模具表面时,使用干净的无尘布可以尽量避免模具表面污染。脏污的抹布不光会留下污染,也可能擦花模具 的表面。
要注意模具上的油脂可能会因为接触到化学品而分解,这种事情容易发生在技术人员用模具清洗剂直接对着模具喷 的情况下。清洗剂里的溶剂,会影响油脂的粘度,导致油脂会流动,从而污染模具。
23.3.3 机器问题引起的污染
有些机器方面的因素会导致污染发生,包括:
死角区域
防卡死油脂
机械手污染
23.3.3.1 机器问题:死角区域
在注塑机的熔体传递系统里,任何的错位或破损都会导致原料滞流。一些需要重点排查的位置包括:
小料斗和下料口之间
炮筒和法兰盘
法兰盘和喷嘴
喷嘴和喷嘴转接头
喷嘴和喷嘴尖
喷嘴尖和浇口套
螺杆,炮筒,螺杆头的任何破损
将注塑机的炮筒拆开检查,是非常耗时耗力的事情,但有的时候为了找到问题的原因,也不得不做。在关机拆卸前, 先用其他颜色的塑料过一遍炮筒;这个颜色的切换能帮助突出问题区域—-原先的颜色还残留在那里。也要寻找有无 积碳的区域。不管怎么说,这是个很浪费时间的工作,先确保其他的原因都已经排除完了。
查看喷嘴尖的设计形式,可以观察到可能的死角区域。图 23.5 是 3 种不同喷嘴尖的剖面照片,注意照片最左边的通 用喷嘴尖设计,喷嘴孔和嘴尖内部的球面过渡,是一个很大的死角滞流区域。通用喷嘴尖因为这个设计,常常会导 致污染问题,造成产品的色流缺陷。

23.3.3.2 机器问题:防卡死油脂
在安装喷嘴或喷嘴尖(还有螺杆头,不要忘了)时,螺纹上总是要抹一层防卡死高温油(通常是二硫化钼)。如果 有抹的过多,那安装后油就可能挤出/渗出到料里面,造成污染(图 23.6)。这个防卡死高温油通常会导致产品的黑 点缺陷。

防卡死高温油不适用于“如果用一点有好处,那越多就是越好的”这句名言。设备维修人员一定要使用合适的用量, 避免产品因污染而报废。
23.3.3.3 机器问题:机械手污染
回去看一下你的注塑车间,灰尘和油脂是不是到处都是?当机械手进入模具空间取产品时,它就可能会污染模具。 这个方面的一个例子是,脏污的气管剐蹭到模腔表面,这会将一些灰尘脏污传递到模具上,可能导致外观缺陷。
另一个需要考虑的是机械手治具,如果吸盘是脏的,那取件时,它就会在产品表面留下污染印记。另外,取件治具 的其他元件如果会接触到模具,那就可能会污染到模腔。
案例分析:机械手污染
这是一个 ABS 材料的产品,单腔模,产品有表面类似于喷纹的问题。检查原料的烘干、含水率,模具的排气,工艺参数的设定、实际料温,都没有方向。使用 STOP 方法,仔细观察产品的生产过程,发现机械手在吸取产品后,从模具的顶出侧后退,脏污的气管挂到了前模模腔。暂停注塑机动作,检查前模模腔,模腔上有一小条油污/脏污。产品的缺陷是机械手污染造成的。对机械手气管进行清洁并用扎带整理好,问题解决了。在这个案例里,早一点运用 STOP 方法的话,可以更早更高效的解决问题。
23.3.4 原料问题引起的污染
原料方面会导致污染的有:
储存不当
回料
来料污染
混料
23.3.4.1 原料问题:储存不当
在每个注塑车间,都会有各种杂质的存在,包括:
灰尘,粉尘,花粉
其他塑料粒子
纸板和木屑
金属
油脂和油
如果原料的包装任其开放,那 200%的概率,上述的杂质中的一种或多种,会进去原料里(图 23.7).上面讲到的任 何杂质都会导致注塑件的污染,产生废品。
所有的原料都保持封闭在容器里,尽可能减小和外界杂质的接触机会。如果注塑机旁边的料箱没有盖上,那附近的 机器如果换料吹料的话,原料间的交叉污染就会发生。图 23.8 展示的是料箱盖子上的木屑污染,如果没有盖上的话, 这些木屑就会跑到原料里。


23.3.4.2 原料问题:回料
回料提供了另一种污染发生的机会。过程中会发生污染的有:
粉碎过程中混入了其他材质的废品或料头。这可以用专人粉料来避免,或者是使用机边粉料机—这是最保险的 方法。经常发生的是,对产品不清楚/对车间规定不清楚的员工,把其他机器的产品随手扔进了粉料机,只因 为这两个产品的颜色是一样的。
如果回料是粉碎完再慢慢消耗的,那原料储存的过程中会发生的任何污染问题,都可能在回料上出现。
添加回料的过程是非常关键的,要保证是正确的回料添加到正确的原料里。
粉料机本身有污染源,因为清洁不够,或前一批次的其他原料。
最好的方法还是,在废料产生的地方直接粉碎。通过将粉碎完的废料直接添加到注塑机,很多污染的机会就不会存 在。另一个优势是,回料的烘干在这种情况下也不需要了。
案例分析:回料污染
这个例子里,一个 ABS 原料的产品,注塑机是 700 吨的注塑机。生产过程中机器有射胶量不稳定的问题,看上去是机器的止逆环出了故障。当机器的喷嘴和法兰盘拆开,发现有金属异物困在螺杆头和喷嘴位置。使用 STOP 方法, 观察到生产的废品会粉碎回用—-但是产品上的金属嵌件并没有取下,导致粉碎料被金属嵌件污染。
如果要回用的产品是有金属嵌件或金属装配件的,粉碎的时候要特别特别小心。磁铁只能分拣出铁金属,而非铁金属比如铜会漏下去。
译者注:有专用的金属检测分离设备,比如德国的双仕,可以分拣出铜或铝的金属异物。
23.3.4.3 原料问题:来料污染
不管是什么原料,在生产的过程中总会有一定程度的“污染”。通常情况下,来料的污染程度不会影响到产品的质量。
对于一些要求很高的注塑场合,原料要进行过筛后的胶带分析(图 23.9)。胶带分析可以判断,原料本身是不是含 有过多的污染。

来料中可能会发现的污染包括:
添加剂的抱团
橡胶交联物
杂质如灰尘、花粉、木屑、纸屑
挤出造粒时产生的原料分解的碳化物
案例分析:来料污染
这个例子里,产品的原料是 PC/ABS。产品的外观是高光的,原先的生产一直没有问题。在导入新批次的原料后,产品开始出现外观缺陷。和原料供应商一起分析后确认,是原料配色里使用的钛白粉抱团了(没有分散开),造成产品成型后出现外观缺陷。
在供应商做了改善,重新发出一批原料后,产品的外观缺陷消失了。
23.3.4.4 原料问题:混料
保持原料不出现混料问题很关键。如果有其他的原料混在我们要成型的原料里,污染缺陷就会发生。有的混入的原 料还可能导致危险,比如 PVC 或 POM 。教育车间里的每个人,不是黑色的都是一种类型的塑料,白色的也都是一种类型的塑料。所有的塑料必须分开放置。
图 23.10 是原料污染后生产出的产品的一个例子。黑色的 TPO 材料的产品,产品表面有轻微的灰色条纹。沿灰色条 纹的位置将产品切开后,目视可以清楚的看到一粒扭曲变形的塑料粒子。这也是毁掉一个产品只需要一粒杂料的鲜 明粒子。

避免原料遭受污染的一个关键是,所有的料筒和料箱,都清晰的标识出里面的原料的型号。在加料到料箱或料筒之 前,应交叉确认添加的是不是正确的原料。如果料筒被污染了,那几十上百公斤的原料都要报废,还有相应的清理 料筒的时间。
清洁所有原料可能会接触到的地方是必须的。所有的箱子、容器,管线,料筒料斗,粉料机,吸料机等等,在切换 原料时必须彻底的清理。几个塑料粒子的残留,可能会导致几个小时的废品。
不相容的塑料混在一起,会产生很大产品缺陷,包括污染,分层,黑点,色流,喷纹。