第 24 章:开裂(Crack)
24.1 定义
开裂是指产品出现物理性的断裂或破裂。参考图 24.1 也称作:断裂,破裂,折裂
错误的分类:划伤

24.2 开裂问题的可能原因4M 表
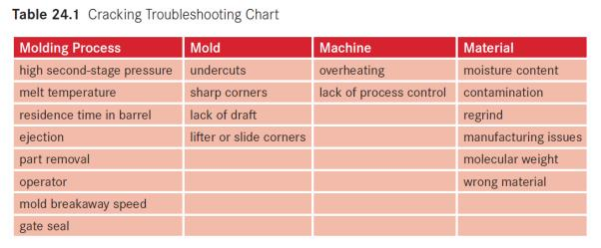
| 注塑工艺 | 模具 | 机器 | 原料 |
| 保压压力过大 | 倒扣 | 过热 | 含水率 |
| 料温 | 锐角 | 机器的控制能力 | 污染 |
| 炮筒停留时间 | 拔模不够 | 回料 | |
| 顶出 | 滑块或斜度的尖角 | 原料制造问题 | |
| 取件 | 分子量 | ||
| 作业员 | 原料错误 | ||
| 开模速度 | |||
| 浇口封闭 |
24.3 开裂的问题处理
开裂是一种常常发生在注射后面的工序步骤的缺陷,比如开模、顶出、取件、员工作业等。在处理开裂问题时,第 一重要的事情是搞清楚开裂是什么时候发生的。而且开裂问题,仔细的检查产品的设计,往往是产品的锐角位置作 为一个应力集中点,导致了开裂的最初形成;所以往往要检查这些位置能否增加 R 角过渡。
24.3.1 注塑工艺问题引起的开裂
开裂可以由好几个工艺参数的设定导致,还有注塑的后道步骤。在调查开裂原因时要注意的关键因素包括:
保压压力
实际料温
炮筒停留时间
顶出
取件
作业员
脱模后的作业
开模速度
浇口封闭24.3.1.1 注塑工艺问题:保压压力
如果成型时产品过保压,那产品对模具的抱紧力就很大。抱紧力的增大可能会导致产品在顶出或开模时开裂。要检 查产品是不是粘前模,倾听开模时有无产品的开裂声或爆破声(STOP 里的 O,也就是望闻问切里的闻),在产品顶 出前暂停机器动作,检查产品是否紧贴着顶出侧—因为粘前模的话产品会拉起。注意,过保压只是产品可能粘模的 原因之一。
如果保压压力是错误的被设的很高,那简单的对照标准工艺参数做一个核对就能发现问题。如果模具是换了机器生 产,记住,不同注塑机的增强比不一样,总是要按照塑料压力来设定。
在标准工艺的开发过程中,知道在产品会粘模前的成型窗口有多大,是非常重要的。这个可以简单的通过调整的保 压压力,确认多少保压压力才会导致产品粘模发生。注意仔细倾听模具开模时的异音,并检查产品在顶出前有无拉 起。
译者注:这里也说明在产品的工艺开发阶段,按科学成型的方法来建立工艺参数的重要性。
24.3.1.2 注塑工艺问题:熔体温度
在分析产品的开裂问题时,确认实际的熔体温度是理性的一步。如果塑料在高于推荐成型温度下成型,那原料就可 能会降解,导致机械性能下降,产品在顶出或后道的作业中发脆开裂。
记住,高的熔体温度也会导致产品整体或局部的过保压。这个潜在的过保压问题,可能会引起产品粘模,结果导致 了产品的开裂。
24.3.1.3 注塑工艺问题:停留时间
停留时间效果和高熔体温度类似,停留时间长也会导致原料降解的发生,也可能导致产品过保压。通过确认产品的 一模体积和机器最大射胶量,计算出原料的停留时间;确保停留时间在原料厂家的推荐范围内不过长。一个简单的 指标是一模产品的体积应大于机器最大射胶量的 20%(完整的算法还要考虑到周期的长短以及热流道的容料体积)。 如果这个百分比变小,那停留时间就会拉长。原料的降解通常依赖于温度和时间的综合作用,所以停留时间越长, 原料所能容忍的温度也就越低。
考虑停留时间除了炮筒的最大射胶量,还有热流道的容料体积。热流道作为熔体传递系统的一部分,也会影响原料 的停留时间。多数的热流道设计是,热流道里料在每个成型周期里都会冲刷一遍;但是有的场合产品偏小,热流道 里的塑料可能要好多个模次才能冲刷一遍,导致整个原料停留时间被拉长。
另一个会影响原料停留时间的,是熔体传递系统里的任何死角滞流区域。例如,喷嘴和喷嘴转接头之间有台阶存在; 这个滞流区域的塑料会长期停留降解,并慢慢的带入模具里;通常会导致黑点或喷纹的问题;当然,这也可能会导 致产品开裂。为了避免这种情况发生,重要的是所有的元件之间要对齐并且没有破损。任何熔体传递系统里已知的 死角区域都要消除。
24.3.1.4 注塑工艺问题:顶出
产品开裂也常常在顶出时发生。这取决于产品对模具的顶出侧抱的有多紧。要确认顶出是不是产品开裂的原因,先 检查产品在顶出前有没有问题。如果产品在顶出前没有开裂问题,将产品顶出后再仔细观察。如果产品是顶出时开 裂的,那可能是产品的收缩过大抱住模芯或者是模芯侧的倒扣过大。为了改善产品顶出开裂的问题,有时有必要降 低产品的顶出速度。注意顶出速度降低会拉长产品的成型周期。
不像降低顶出速度那样,从产品抱紧模芯的真正原因上下手是更好的解决方案。例如,有时周期时间过长会导致产 品收缩过大抱住模芯,所以这时候缩短周期可解决脱模问题。检查模具有无倒扣也很重要,比如火花痕、机加工刀痕、破损、表面纹理等。也要确认模具设计时是否布置了足够的顶针数量。模具方面的问题请参考下面的模具环节。
24.3.1.5 注塑工艺问题:取件
如果产品开裂也不是顶出时发生的,那它可能是在顶出后的动作步骤里。一个例子是产品是机械手取出的,机械手 可能对产品用力过度或者是移动时撞到哪里而损坏产品。另一个产品可能会开裂的地方是,产品是自落的,与滑槽 或流水线发生撞击,所以使用滑槽时要用纸板垫一层作为缓冲。有的产品因为结构的问题,就应该用机械手取出,而不是自落到滑槽上。产品是机械手取出时,也可能被取出治具伤害到,或者是释放的高度太高。一个关键是使用 STOP 里的观察,不光是看,也包括倾听有无任何异音。
24.3.1.6 注塑工艺问题:作业员
作业员的操作不当也会导致产品开裂的发生。如果产品有跌落或敲击等用力过猛,那就会导致产品开裂或破损。通 常来说,如果是作业员导致了产品开裂,那产品本身是太脆弱了,最好从产品的设计上解决。
另外,在处理作业员的问题时,确保作业位置悬挂有清晰和正确的作业指导书(车间常常会有作业指导书挂错或版 本不对的事情),让员工可以正确的作业。如果每个员工的作业手法都不一致,那跟踪和鉴别员工的作业问题点是 非常困难的。
其他可能的作业问题是,作业员可能有化学品用在产品上。作业员可能用清洗剂来擦拭产品上的油污。好多塑料会 和化学溶剂/清洗剂发生反应,出现龟裂或环境应力开裂。有时候,作业人员善意的帮忙,反而会对产品造成伤害。
24.3.1.7 注塑工艺问题:开模速度
如果产品会粘定模侧,那过快的开模速度就会损坏产品。这种情况下,慢速的和前模分离可以改善产品的脱模;坏 处是开模速度的降低会拖累周期。这个前后模分开的速度也可能是产品在滑块处开裂的原因。
注意在调整前后模分开的速度时,也要注意评估对模具其他动作的影响,具体见下面的模具环节。
注:不要用注塑工艺去弥补模具的问题。
24.3.1.8 注塑工艺问题:浇口封闭
有时,使用浇口封闭的保压时间,会在产品的浇口附近产生太大的残余应力。如果开裂是发生在浇口的附近,值得 试一下,使用浇口不封闭的保压时间,让浇口有一定的回流,是不是能改善残余应力过大的问题。
24.3.2 模具问题引起的开裂
在评估模具问题时,总是要寻找模具的锐角区域—会导致应力集中问题。注意产品的设计应该要注明和指定所有的 拐角区域的 R 角大小。典型的模具问题有:
倒扣
锐角
拔模斜度不够
滑块或斜顶的问题
24.3.2.1 模具问题:倒扣
模具上的倒扣,会产生一个塑料锁住模具的点。这些倒扣会拉住产品,使得产品更难和模具分离(定模侧或动模侧)。 这个增加的附着力可能在产品脱模时形成局部的高应力,另外,倒扣本身也会是一个应力集中点。倒扣可能是模具加工导致的,包括火花痕或刀痕,分型面的毛刺,刮伤或破损。对模具的仔细检查有无损坏的位置,产品上的拉伤或损坏,都可能指出倒扣的位置。这些模具的倒扣必须要抛光处理。
24.3.2.1 模具问题:锐角
塑料不喜欢锐角—记住这点!锐角会导致应力集中,裂纹从这里孕育。模具上的任何锐角都应该 R 角过渡,而不是 形成一个“死亡尖角”。
如果是产品上的 R 角过小,那很难去检测和判断。一个快速和简单的方法是,用圆珠笔尖沿着产品的角落画一条线, 如果 R 角过小的话,圆珠笔会在这个角的两边,留下一个平行线;如果 R 角比圆珠笔尖的 R 角大的话,只会在 R 角 的中心留下一条线。
24.3.2.1 模具问题:拔模斜度不够
如果拔模斜度不够的话,那顶出时产品会倾向于粘在模具上。这种情况的话,要根据产品的纹面和塑料的类型来选 择合适的拔模斜度。
在开始加工模具之前,必须要执行全面的拔模分析,确保产品是可制造的。有时为了克服拔模不足的问题,有必要 对模具做涂层处理,来避免产品的粘模。
24.3.2.1 模具问题:斜顶或滑块问题
产品如果会粘在滑块或斜顶这种细节部位,开裂也会发生。总是要确认这些模具零件有足够的拔模,容易脱开。很 多时候,滑块或斜顶的表面处理必须正确处理来帮助脱模,这通常意味着沿着脱模的方向抛光。
检查斜顶或滑块有足够的活动行程,不会挂住产品。有时滑块或斜顶的动作行程不够,导致产品在脱模时挂住了斜 顶或滑块,最终导致了产品开裂或损坏。这也是模具设计时要检讨的关键项目。
24.3.3 机器问题引起的开裂
在产品开裂方面,机器问题会导致问题发生的有:
过热 机器控制能力不足
24.3.3.1 机器问题:过热
任何会导致原料降解的,也会引起产品开裂或损坏。塑料的降解会导致塑料机械性能的下降,这会导致开裂的发生。
而且,如果原料降解,它也很可能导致产品粘模,这导致产品需要的脱模力增加,增加了产品损坏的可能。
如果炮筒的各区温度是根据标准工艺参数正确设定的,检查各个加热区的实际温度是否和设定值一样。检查各个加 热区的功率输出,因为一个加热区一直有加热功率输出,通常就意味着过热发生。
译者注:怀疑有过热问题的话,最好的方法还是检测塑料的实际温度。简单的闻一下塑料有没有分解的气味,也是一个便捷的方法。查看加热比例也是比较好的方法。还有可以用热红外线相机拍照等。
24.3.3.2 机器问题:机器控制能力不足
像前面讲到的,热管控的能力不足是塑料降解的潜在关键原因。除了温度之外,剪切能量的输入也通常是塑料熔化 的最大能量来源。如果储料背压过大或储料的螺杆转速不受控制,那注塑机或施加了过多的剪切能量给塑料,导致 塑料降解,引起了产品的开裂或破损。确认实际的背压值和螺杆转速是否和设定值相符。
译者注:背压大小的判断,参考棕色条纹一章。
注塑机控制能力的另一个可能的影响是保压压力的控制。如果保压压力得不到控制,那产品可能会过保压,导致粘 模发生;不管是粘前模还是粘后模,都会损坏产品。经常在产品粘模时,可以在前后模分开时或顶出时可以听到开 裂的声音。确认注塑机能否提供和设定值一致的保压压力很关键。要高效的处理问题,关键的是要知道,在整个成 型周期中,注塑机实际上做了什么。
更多的细节请参考第 8 章。
24.3.4 原料问题引起的开裂
原料相关会引起产品开裂的有:
含水率 污染
回料
原料制造问题
分子量
原料错误
24.3.4.1 原料问题:含水率
很多塑料,在含水率过高的情况下成型,会发生水解。水解过程中,塑料的分子链会断裂缩短。这个分子链断裂的 结果是,原料的机械性能大幅下降。这个机械性能下降常常导致产品在脱模时开裂或后续作业时开裂。如果开裂突 然出现,确认原料是否正确烘干。
和很多其他缺陷一样,遵从原料厂家的烘干建议是非常重要的。参考第 9 章烘干问题的处理。
要知道,不是所有的原料在没有烘干、含有过量水分时,产品上就会出现喷纹的缺陷。聚酯就是一个很好的例子, 在含水率过高的情况下成型,原料会降解导致产品在跌落时开裂,但产品上并没有喷纹缺陷。有时聚酯没有烘干的 第一个指标是,产品会顶出困难,可能会导致顶穿。
尼龙材料是特别的一种材料,刚成型的干燥的产品和吸水后的产品,有完全不同的特性。当尼龙料烘的特别干燥再 成型时,可能反而会导致产品太脆,而在顶出或作业的时候开裂。不要过度烘干尼龙材料,确保模具和工艺参数对 尼龙的“干燥的和刚成型一样”影响最小。
24.3.4.2 原料问题:污染
原料相关的引起产品开裂或破损的最可疑的罪犯是污染。要成型产品的原料被其他的原料污染,会导致原料的性能 严重受损。多数情况下,如果污染是产品开裂原因的话,产品上也会有其他的外观缺陷,如喷纹,分层,条纹等。
避免原料的交叉污染很重要。预防措施包括:所有的原料都要在封闭的容器里,确保对任何储料箱、料筒、吸料机、 管线的彻底清洁,对原料清晰标识的作业指导书,培训作业人员如何处理回料,培训员工同样的颜色并不意味着是 同样的原料,等等。
在使用色母时,确保色母的载体是正确的。同样也要有清晰的标识和作业指导,确保作业人员不会随便抓一包看上 去颜色差不多的色母。在 STOP 问题解决里,思考所有的可能污染源是非常关键的。
24.3.4.3 原料问题:回料
回料如果作业的好的话,可以像原料一样好用。然而,回料也可能因以下情况出现问题:
其他原料的污染
如果回料受潮,可能烘不干
热历史会导致材料里的添加剂消耗
24.3.4.4 原料问题:原料制造问题
原料供应商通常在制造原料时做的非常优秀。然而,和所有的制造过程一样,总是会有变动和错误发生。如果配方 中的某个添加剂忘了添加,或者添加的剂量不对,那原料就会有问题。会导致产品开裂的两个可能性最大嫌犯是增 韧剂和脱模剂。配方里增韧剂的缺失会导致产品顶出时开裂;而脱模剂的缺失,会导致产品粘模。这种情况发生的 可能性很小,因为原料制造过程中的性能抽检应该会发现这些问题。
译者注:通常大路货的原料发生这种问题的可能性很小。定制的、特殊改性的料,要注意确认原料制造问题的可能。
24.3.4.5 原料问题:分子量
原料的生产是一个制造过程,总是会有变动的发生。一个注塑人员必须要面对的变动是平均分子量。如果原料的平 均分子量变小,那原料会变弱,机械性能相对标准值下降,这可能导致产品开裂。有时候模具和原料的问题组合会 导致这种问题发生,但比较少见。花费大量精力来调查原料的平均分子量是非常昂贵的。
不幸的是,平均分子量在通常的注塑车间里并不能测量。通常简单判断的方法测量塑料的熔融指数(MFI),如果原 料的平均分子量下降,那熔融指数会变大。
译者注:测量原料的分子量分布基本上是不可能完成的任务,因为这需要用凝胶分子量分析的方法,有这个仪器设备的原料厂家也不多。所以在工艺参数的建立阶段,要做好成型窗口的验证。
24.3.4.6 原料问题:原料错误
总是要记得确认,使用的是不是正确的原料。严格按照作业标准使用/添加原料,是非常重要的,确保不会意外用 错料。
同样要记住的是,在寻找替换原料时(比如成本降低项目),纸面上看起来漂亮的数据,并不能保证生产出一样漂 亮的产品。如果要使用替换原料,参数的调整可能是不可避免的。