第 25 章:分层(Delamination)
25.1 定义
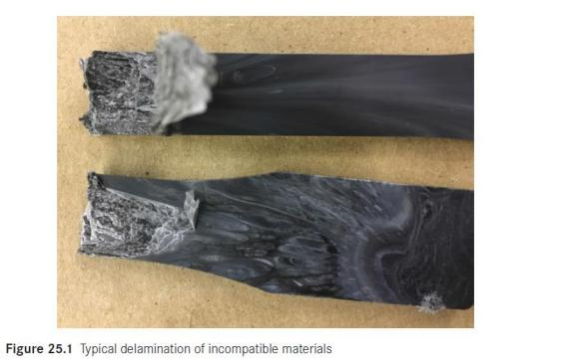
分层是一种塑料出现彼此层状分离的缺陷。这种塑料的分层会导致产品的外观和机械性能缺陷。典型的因为材料不 相容造成的分层如图 25.1.
也称作:污染
错误的分类:喷纹,银纹
25.2 分层问题的可能原因4M 表
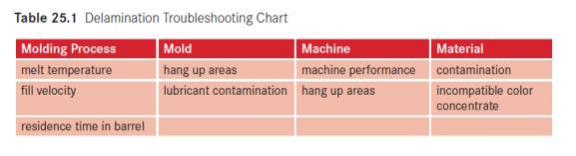
| 注塑工艺 | 模具 | 机器 | 原料 |
| 料温 | 死角区域 | 机器性能 | 污染 |
| 射出速度 | 油脂污染 | 死角区域 | 色母不相容 |
| 炮筒停留时间 |
25.3 分层的问题处理
出现分层问题时,第一件要查看的事情是原料。通常情况下,分层的问题都会追溯到原料的污染。
25.3.1 注塑工艺问题引起的分层
工艺参数方面可能会引起分层的有:
熔体温度
射出速度
炮筒停留时间
25.3.1.1 注塑工艺:熔体温度
检查实际的料温可以暴露很多问题。有的时候,如果实际的熔体温度太高,原料出现降解,而导致分层缺陷的出现。 如果熔体温度是导致分层的原因,很有可能还会有其他的外观缺陷出现在产品表面,比如喷纹,黑色/棕色条纹, 黑点。如果熔体温度超出了原料厂家的推荐范围,并且我们也怀疑是料温过高造成了分层,那相应的工艺参数就要 调整,比如炮筒温度、背压、螺杆转速。
25.3.1.2 注塑工艺:射出速度
在极少数的情况下,浇口处的过高的剪切速率,会导致原料在浇口处层的分层缺陷。这种问题更容易出现在 PC/ABS 这类合金材料。降低塑料通过浇口的速度,可以降低剪切速率,或者会消除这个问题。
有时,使用潜浇口或牛角浇口,会出现浇口和产品连接处分层的问题。这通常可以通过把塑料经过这部位的速度降 低来改善。
译者注:原料如 TPE 也非常容易在浇口处出现分层问题。应该是合金类的材料都要小心,因为剪切速率过大,会造成不同材料之间的相分离,有时需要加大浇口的截面积。
25.3.1.3 注塑工艺:炮筒停留时间
和熔体温度过高那样,过长的炮筒停留时间也会导致原料降解,这可能会导致产品的表层出现分层的现象。取决于 你问的是谁,推荐的炮筒利用率可能会不同,但通常在 25%~75%之间,如果需要的实际射胶量小于机器最大射胶量的 25%,那塑料在进入模腔前就会停留过多周期。这在周期时间偏长的情况下更容易导致问题,因为塑料在高温下 的停留时间会大幅拉长。原料对温度的敏感性越高,它在长停留时间下就越容易降解。
如果实在要安排小模具在大机器生产,那最好将炮筒的温度设定成,从喷嘴开始前高后低,靠下料口的炮筒温度, 尽量设定在厂家推荐值的下限。这样能尽量的降低塑料暴露在高温下的时间。
对于对温度非常敏感的塑料,比如 PVC 或 POM ,炮筒停留时间是确保原料不会降解的更关键因素。注塑成型的一 个目的是,尽量在维护塑料本身的机械性能的情况下,把塑料传递到模腔里。
译者注:通常,POM/PA 这类温度敏感的塑料,停留时间(包含热流道)的经验值是 5 分钟。
25.3.2 模具问题引起的分层
在处理分层问题时,模具方面有 2 个地方要注意看看:
热流道死角区域
油脂污染
25.3.2.1 模具问题:热流道死角
如果热流道系统存在死角,塑料会滞流在那里,变成“死”胶,会随着时间降解,或导致分层的发生。当原料降解 时,其他一系列的缺陷也会出现,比如黑点,喷纹,棕色条纹等。
另外,如果喷嘴和浇口套之间有错位,塑料也会困在那里,长时间停留而降解。对于冷流道来说,喷嘴孔径应该比 浇口套孔径小 0.5~0.8mm;如果是热流道的话,两者的尺寸应该是完全一样的。元件之间的死角必须避免,消除潜 在的死角可能。
25.3.2.2 模具问题:油脂污染
如果模具的润滑油脂或润滑油进入模腔,有可能会导致类似于分层的外观缺陷。油脂会污染塑料,并可能留下气泡 或分层的外观缺陷在污染位置。
检查液压油缸的泄漏,漏油的话会进入模腔。也要注意模具有无过度润滑的地方,会导致油脂进入模腔。
25.3.3 机器问题引起的分层
机器本身会导致分层的发生,常见的原因有:
机器性能
死角区域
25.3.3.1 机器问题:机器性能
参考第 8 章。
25.3.3.2 机器问题:死角区域
机器方面最可能会导致分层问题的,是炮筒内的死角区域,比如法兰盘和喷嘴之间。如果这些元件之间存在台阶, 那塑料就会困在台阶位置,慢慢降解,并在生产过程中被熔体带出。这会导致类似于原料污染的问题,因为困在死角的塑料可能和现在的塑料不相容。塑料降解本身,也会导致类似于分层的外观缺陷。
注意原料停留时间会和炮筒内的死角相互作用,随着停留时间的延长死角区域的问题会更严重。
25.3.4 原料问题引起的分层
原料会导致分层发生的原因,主要分为 2 个方面:
原料污染
色母不相容
25.3.4.1 原料问题:污染
如果原料被杂料污染,那分层就很可能发生。这种混入的杂料和原料不相容的情况下,更会出现;例如,ABS 原料 和 PP 原料混在一起,你就会有分层问题;但是 PP 和 PE 混料,就不会有分层的问题。
重要的是,所有原料的作业都要确保,不同原料是区分开的、并保持干净。很多种情况下原料会受到污染,包括:
容器没有密封。如果箱子、袋子、桶、料筒等打开着,那杂质碎屑或其他原料就会进入容器。有时只是旁边的 机器在换料,有人用气管吹料筒,就会导致开放的容器受到污染。
缺少确认。有的时候作业人员根据塑料粒子的颜色或外观倒入原料,却没有确认两者是否相同。也有可能是有 人切换了吸料管线,却没有确认是否从正确的位置吸料。清晰的标识所有的原料包括回料,非常重要。确保所 有的会接触到原料的人员,都知道把正确的原料加入正确的容器的重要性。也要确保粉碎回料的人员正确的使 用不同的粉碎机来粉碎不同材质的废品/料头。
案例分析:原料污染导致的分层
这个案例里,注塑车间的多数原料是造粒料,其中一个产品是用色母来配色的。一天快下班时,色母快用完了,加料人员赶紧寻找色母添加。他到处翻找,终于在一个货架上找到了他认为的“色母”。加上新的色母,生产继续。不久,他们就发现,他们拿的是黑色的原米,而不是色母,现在生产产品的是受污染的原料。仔细检查产品发现,产品出现喷纹和分层的缺陷,比例不断增加,因为这 2 个原料是不相容的。一个班生产的产品都因为污染问题报废了。如果不是有人认为黑色的就是黑色母,这种事情也不会发生。
25.3.4.2 原料问题:色母不相容
当使用色母给原米配色时,要确保色母的基材和原米是匹配的。尽管有的色母可以在好几种原料上使用,确保色母 是为要配色的原米设计的很重要。和色母供应商的沟通可以帮助解决这种潜在的使用错误色母的事情发生。也要有 相应的 BOM 表,任何人都可以清楚的知道原料的类型以及使用的特定色母。
如果怀疑是色母问题,先确认有没有人无意中使用了类似颜色的色母。也要和色母供应商先电话确认,这款色母和 原米是不是相容的。