第 26 章:尺寸问题(Dimension)
26.1 定义
注塑成型的一个持续存在的最大问题就是产品的尺寸控制。注塑产品会随着环境温度/湿度的变化而长大或缩小。 成型产品时的工艺参数的变化,也引起产品的尺寸变动。任何产品都有可能太大或太小,甚至是一个尺寸是可以的 而另一个尺寸超差。
也称作:太大,太小,不稳定,收缩
错误的分类:变形
26.2 尺寸问题的可能原因4M 表
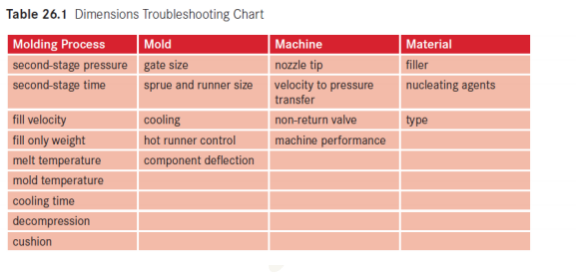
| 注塑工艺 | 机器 | 原料 | |
| 保压压力 | 浇口尺寸 | 喷嘴 | 填充 |
| 保压时间 | 流道尺寸 | 转压切换 | 成核剂 |
| 射出速度 | 冷却 | 止逆环 | 原料类型 |
| 射出阶段重量 | 热流道温控 | 机器性能 | |
| 熔体温度 | 元件变形 | ||
| 模具温度 | |||
| 冷却时间 | |||
| 松退 | |||
| 余料量 |
26.3 尺寸的问题解决
多数会影响产品尺寸的因素,取决于调整的方向,可以增大和缩小产品的尺寸。
26.3.1 注塑工艺引起的尺寸问题
很多工艺参数会影响到产品的尺寸,包括:
保压压力
保压时间
射出速度
射出重量
熔体温度
模具温度
冷却时间
松退
余料量
26.3.1.1 注塑工艺:保压压力
一个对产品尺寸影响最大的,是来自于保压压力的变化。通常高的保压压力会将更多的塑料挤入模腔,生产出更大 的产品;低保压压力通常是尺寸小的产品。
在调整压力时,重要的是知道,一旦浇口或产品的胶位冻结,那压力不再会传递到模腔里。这也是维持产品壁厚均 匀的重要性原因。如果产品的壁厚有变化,那壁厚薄的位置会先冻结,这导致厚壁的区域有额外的收缩,导致影响 产品的尺寸。一旦浇口或胶位冻结,那注塑压力不可能再作用到产品。如果有问题的位置胶位很薄,那它就会冻结 的很快,改变这个尺寸的机会就非常小。
尽管注塑参数越简单越好是我们的首选,有时还是要用到多段注塑来应对产品的壁厚变化。有时先用高的保压压力 保几秒,可以帮助薄壁位置的保缩。尽管如此,增加保压段数会增加工艺参数的复杂性,导致产品需要重新验证。
要知道,是模腔里作用在塑料上的压力,控制了产品的尺寸;而不是注塑机上的压力设定值或实际值。很多时候, 工艺人员能够使用的数据只是注塑机的设定压力。但是, 如果模具经过改造的话,通过模腔压力传感器,能让我们 对模腔里发生了什么有更多的了解。)图 26.1

26.3.1.2 注塑工艺:保压时间
知道模具是在浇口封闭还是没有封闭的情况下生产,是很重要的。如果产品需要浇口封闭来保证尺寸的稳定,那保 压时间就要足够,来确保浇口能稳定的、每个模次都封闭。如果模具运行在浇口封闭的边缘,那产品的质量就会变 动,特别是尺寸。
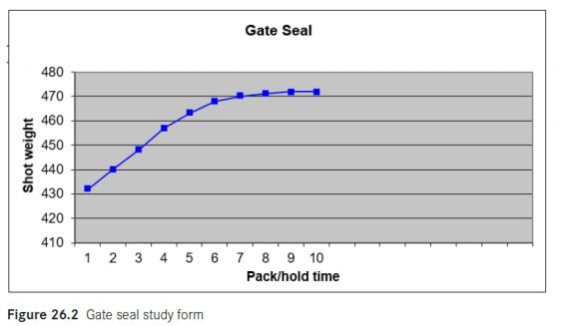
在产品的工艺开发阶段,总是要记得做浇口封闭实验,确认什么时间模具是浇口封闭的。每个人有不同的做法来保 证浇口封闭,有的人在封闭实验结果上增加 1 秒,有的人增加 10%。选择一个方法,并保证这个方法得当执行。如 果浇口在 8 秒封闭,设定保压时间为 8 秒会导致浇口在封闭和没有封闭的边缘徘徊;所以,保压时间要设定为 9 秒, 来确保浇口是封闭的。图 26.2 是浇口封闭实验的一个例子,这个例子里,浇口是在 8 秒封闭的,所以保压时间会设 定为 9 秒。多于 9 秒的保压压力,只会作用在流道上,因为压力已经无法通过浇口。注塑厂没办法通过出卖流道来 赚钱,所以不要浪费时间在流道上。
浇口一旦封闭,额外的保压时间不会把更多的塑料保到模腔里。这个多余的保压时间可能也会影响产品的尺寸,但 是你延长冷却时间也会有一模一样的效果。额外的保压时间—超出了浇口封闭时间,只会把注塑机的能量浪费在流 道上。如果你发现增加保压时间超过浇口封闭时间也会影响到产品的尺寸,用冷却时间来代替这个额外的保压时间。
记住浇口封闭时间会受到其他工艺参数变化的影响,料温、模温、射出速度、保压压力的变化,都或多或少的影响 到浇口封闭时间。
26.3.1.3 注塑工艺:射出速度
射出速度的改变会影响塑料在充填阶段的粘度。在射出速度慢的时候,流动剖面的冻结层变厚,限制了保压压力在 模腔里传递的能力和效率。如果产品没有很好的保缩,产品的尺寸就会变化,或者不能符合尺寸要求。充填阶段的 体积流动速率,需要在每个周期都保持一致,在每次上模生产时也保持一致。稳定的模腔充填速率,可以保证保缩 的稳定性,从而实现产品尺寸的稳定性。
26.3.1.4 注塑工艺:射出重量
射出阶段的射胶重量,会对产品最终的保缩产生影响,所以科学成型要求记录射出阶段的重量。当保压压力和保压 时间去除时,产品的重量要符合标准工艺参数上的射出阶段重量。
如果射出阶段的塑料重量偏轻,在射出阶段充填到模腔里的塑料不足,那模腔压力就会变小,导致产品的尺寸变小。 这样的话,需要调整转压位置,将射出阶段的重量调整成和标准工艺一致。
如果射出阶段的重量太重,在射出阶段过多的塑料充填到模腔里,那就是在射出阶段就开始保压了,这通常会导致 产品尺寸的变大。同样的,调整转压位置设定,将射出阶段的重量调整成和标准工艺参数一致。
译者注:射出阶段过充填的话,模腔压力会急剧上升,容易造成涨模飞边问题,工艺也不容易管控。除非是特别的薄壁注塑,不建议模腔在射出阶段充填到 100%。
26.3.1.5 注塑工艺:料温
料温是可以使产品变小和变大同时发生的因素,取决于那个方向作用更大。
料温高,会降低从浇口到产品末端的模腔压力差异,从而改善产品的保缩效果。另一方面,高温度的塑料,在冷却 的时候会收缩的更多,特别是脱模后的收缩。
如果一个成型参数,一直都能正常的生产产品。那问题处理时,确认实际的料温是否和标准参数一致就很重要。如 果标准的实际料温没有,或者标准工艺就没有生产出尺寸合格的产品,那或许就要调整熔体温度来验证它对产品尺 寸的影响。记住,料温的变化可以从两个方向上影响产品的尺寸。
料温的变化也可能会影响到产品的浇口封闭时间。在料温、射出速度、模温、保压压力这些参数有调整时,要记得 确认浇口封闭时间是否变化。
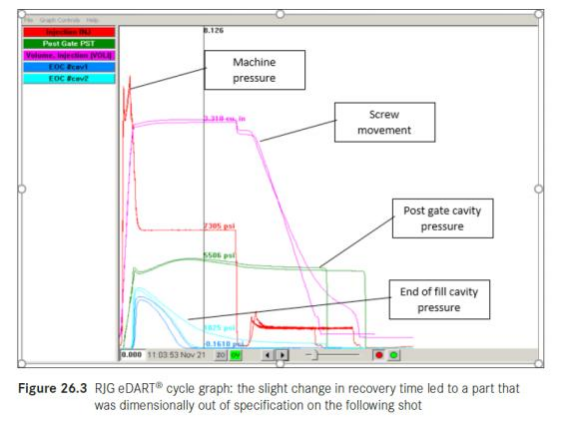
图 26.3 是 RJG 的 e-DART 监控系统显示的产品成型的压力图形。图示显示前一个周期的储料时间变长(因为下料的 问题),下一个周期的模腔压力增大,导致产品的尺寸变大,或生产出不合格的产品。
26.3.1.1 注塑工艺:模具温度
通常来说,增加模具温度会导致产品收缩加大,这个收缩的加大导致产品尺寸变小,这个收缩的增加多数是从脱模 后的收缩增加来的。如果产品的尺寸是偏大,那增加模具温度或许有帮助;如果产品的尺寸偏小,降低模具温度或 者会锁住更多的收缩。
在成型结晶性材料时,调整模具温度要特别小心;降低模具温度会将收缩锁在产品里,当产品暴露在比模具温度高 的环境温度里,产品会后收缩,或导致产品变形。
要优化模具的冷却,很多地方要评估到,具体见第 14 章。
译者注:使用低模温来增大产品尺寸的方法,往往是得不偿失的。低于厂家推荐的模温成型,会导致产品的残余应 力过大,在使用过程中容易出现应力开裂/环境应力开裂的问题。而且对于结晶料来说,过低的温度会导致结晶度过低或者不结晶,导致产品的机械性能达不到设计要求,也不能在设计要求的高温下工作—–会有后收缩后变形的发生。
26.3.1.7 注塑工艺:冷却时间
增加冷却时间,成型周期也会增加,通常会让产品变大。这是一个昂贵的增加产品尺寸的解决方案,这时你的模具 和设备变成一个冷却治具。
因为增加周期时间的高成本,增加冷却时间通常不是调整产品尺寸的优先选项。如果增加冷却时间能改善产品的尺 寸,那值得花时间和精力去改善模具的冷却效率—-来优化冷却时间。
26.3.1.8 注塑工艺:松退
如果生产的工艺参数没有足够的松退行程,止逆环可能不会稳定的锁上,这会引起尺寸之类的问题。检查机器的储 料是不是有松退的,余料量会不会有较大的变动?增加一点松退行程然后观察它对工艺稳定性有无影响,是问题解 决时可以做的简单验证项目。不同止逆环的作动方式不同,对松退的反应也不同,需要我们在现场做一些经验的总结。
26.3.1.9 注塑工艺:余料量
通常,观察机器余料量的一个目的是确认机器会不会没有余料量。如果螺杆走到底,那注塑机就没办法产品塑料压 力并把它传递到模具里,这会导致产品尺寸变小。
没有余料量可能是因为预塑量设定的太小,或者是喷嘴/热流道的漏胶,松退不足,止逆环问题。在决定调整机器 的储料量之前,先探讨一下塑料去了哪里。在喷嘴或热流道漏胶时,想也不想的增加机器储料量,只会导致机器加 热圈烧的更多或者热流道板包胶的更厉害。如果这个参数本来是能生产良品的,先确认好塑料去了哪里再增加预塑量。
译者注:如果参数本身没有问题的,不建议增加预塑量来改善问题。不管是漏胶到热流道里还是止逆环泄漏,增加预塑量不能保证产品质量的稳定性。
26.3.2 模具问题引起的尺寸不良
模具相关的可能有:
浇口尺寸
流道尺寸
冷却
热流道温控
元件变形
26.3.2.1 模具问题:浇口尺寸和位置
如果产品的浇口尺寸太小,产品没办法有效的保缩,可能会有过大的收缩。浇口尺寸过小会很快冻结,这会影响到保压压力能作用到模腔的时间。注意浇口尺寸过大会导致过保缩的情况发生,导致产品的浇口附近尺寸过大。
模流分析软件可以用来确定,通过给定尺寸浇口的射出压力,可以帮助避免出现压力限制的风险。模流分析软件也 能提供冻结层的形成时间,这能指出,浇口冻结封闭后,产品的胶位是不是还在熔融收缩状态。
另外也要计算浇口的间距。如果浇口到充填末端的距离很远,那模腔里的压力分布就会很不均匀。塑料从浇口流出 和保压出的距离是有限的,它受产品壁厚、材料粘度、熔体温度、射出速度等因素的影响。想在前头,设计足够的 浇口数量,可以保证有效的模腔充填和模腔保缩。浇口的截面大小决定了相同时间内会有多少体积的塑料进入模腔 里,经常是宽而薄的浇口,能帮助充填,也不会有很大的压力损失。
选择浇口位置时,重要的是确保模腔所有位置都有足够的保缩压力。需要注意的位置,是产品厚壁胶位变化的位置。 如果厚胶位是薄胶位的下游,那薄胶位会提前冻结并限制了厚胶位的保缩。
26.3.2.2 模具问题:流道尺寸
主流道和分流道或者是热流道的尺寸限制,会导致流道系统的压力损失过大,影响注塑机保缩模腔的能力。主流道 和分流道的尺寸必须要能够提供足够的压力到模腔,又不至于过大—-这会增加周期(也会增加废料重量)。STOP 问 题解决方法,会质问塑料从注塑机喷嘴到模腔末端的每一步。
小心,过大的流道尺寸可能会导致产品过保压。不要假设浇口/流道尺寸越大, 效果就越好,因为这会拉长周期,导致产品过保压,影响产品的尺寸和变形。
26.3.2.3 模具问题:冷却
模具温度没有保持在想要的温度值,会导致产品冷却的变动。如果模具的温度偏低,产品会冷却冻结的快,通常导 致产品变小。模具的温度高,产品能保缩的更好,减少收缩,但也会影响产品的变形和结晶度—-结晶度增加会加大 收缩。检查模具表面的冷却是不是均匀的,然后对比厂家的推荐温度值评估合适的模具温度。
产品上的冷却差异会导致收缩的差异。冷却差异也是影响产品变形的关键,而变形会影响到产品尺寸的测量。
确保模具的细部和模芯要有充分的冷却,提供均匀的模具表面温度。有的时候,周期因为产品的某个特定位置的冷 却不良而大幅拉长,从而影响了整个产品的尺寸。
冷却的细节参考第 14 章。
26.3.2.4 模具问题:热流道温控
模具的热流道温控器必须能保证可靠的、可重复的热流道温度。如果热流道的某个加热区不在想要的(设定)温度, 那它会影响到模腔的充填和保缩。
确认所有的阀针都能在期望的时间点动作。如果阀针没有按预定的时间打开或关闭,那模腔的充填和保缩就会和原 有的工艺不同。针阀浇口需要定期维护,油缸/气缸或需要更换,以保证阀针驱动的有效。
26.3.2.5 模具问题:元件变形
如果模具的某一元件或模具本身发生变形,那可能会导致产品的特定位置出现尺寸问题。斜顶的变形会导致产品卡 扣的尺寸变化;如果整个模具变形,产品的胶位厚度会发生改变。
案例分析:模板变形
这里例子里,一个 POM 材料的产品安排在 170 吨的注塑机生产。产品有一致的、厚度尺寸变化的问题。对比产品 厚度尺寸和模腔尺寸发现,产品的局部厚度甚至大于模具对应剖面的厚度。模具更换到 230 吨的注塑机生产,产品厚度尺寸的问题解决了。模具在 170 吨生产时被撑开,导致产品厚度变大,但是并没有飞边。
译者注:这种问题更容易发生在粘度较大的塑料上,笔者就碰到过一个 PC 材料的产品,过程中厚度大了 0.3mm,却没有飞边出现。
26.3.3 机器问题引起的尺寸变化
可能的机器问题包括:
喷嘴 转压切换
止逆环
机器性能
26.3.3.1 机器问题:喷嘴
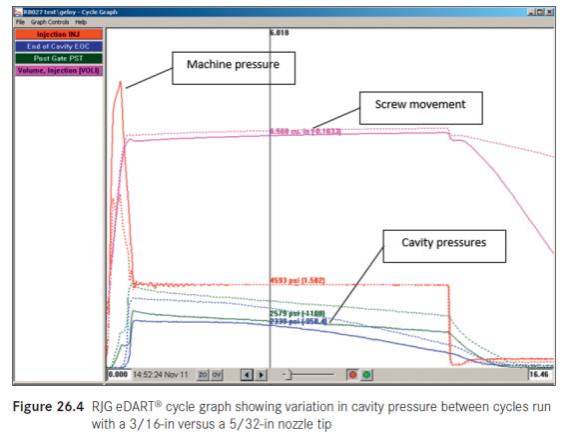
在处理尺寸问题时,重要的是确认模腔内压力是否正确。一个经常被大家忽视的地方是注塑机的喷嘴。如果喷嘴的 孔径不对(过小),那注塑机的压力损失就会太大。确保要使用正确的喷嘴孔径还有正确的喷嘴类型,这些信息也 要记录下工艺参数表上。图 26.4 展示的是,相同的机器工艺参数下,4.8mm 和 4mm 喷嘴孔径的模腔压力对比。这 里喷嘴尺寸的微小变化对模腔里的塑料条件是巨大的影响。喷嘴的孔径尺寸不要认为是理所当然的尺寸,绝对不要。
确保喷嘴尺寸正确的一个方法是,模具上焊一个螺栓,每次生产完将喷嘴尖拆下,挂在模具上,和模具一起保存。
26.3.3.2 机器问题:转压切换
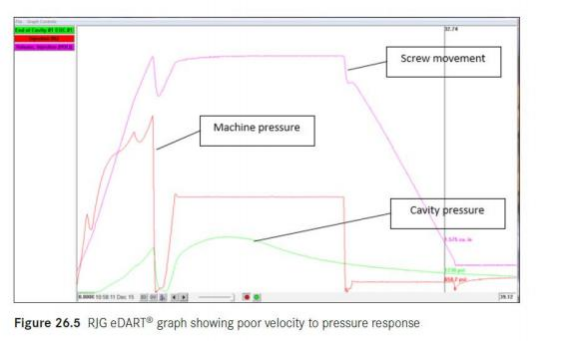
当机器到达转压位置时,它从速度控制转换到压力控制,这个产品工艺参数的关键一环,常常被忽视。图 26.5 展示 的是糟糕的转压切换,可以看到转压时从注塑机压力到模腔压力的大幅下降。
具体参考第 8 章的机器性能。
26.3.3.3 机器问题:止逆环
要稳定的把塑料注射到模腔里,机器的止逆环必须要能够稳定一致的动作(关闭)。如果止逆环的动作不能保持一 致性,那射出时就会有塑料从止逆环泄漏,导致注射到模腔里的塑料重量不稳定和尺寸不稳定。如果止逆环泄漏, 机器的余料量要么不稳定要么会到零。一个观察止逆环有没有发生泄漏的简单方法是,观察螺杆在射出时有没有旋 转,因为从止逆环泄漏的塑料足够多的话,会导致螺杆旋转;另外也可以观察保压阶段的螺杆前进行程,如果保压 时螺杆前进了很多,那可能是止逆环泄漏了(这一点比较难判断,厚壁的产品会在保压阶段有比较大的螺杆前进行 程)。
随着注塑机使用时间的变长,止逆环会发生好多事情,比如磨损、破裂、异物困住等等。止逆环依赖于铁对铁的对 碰密封,会随着时间磨损,特别是生产加纤料。如果注塑机没有充分预热的情况下开机,那止逆环就可能会开裂, 或者是整个螺杆头断裂。金属异物或没有熔化的塑料粒子会困在止逆环处,导致止逆环不能和阀座封死,出现漏胶。 小心不明显的磨损或破损—也会造成问题。图26.6 是球型的、因为漏胶而换下来的止逆环。

当调查止逆环有无泄漏时,最好的办法是执行动态止逆环泄漏分析,具体的做法参考第 8 章。
另一个可能会出现的问题是,炮筒磨损了而导致漏胶。要确认是不是炮筒磨损的问题,可以将储料位置和切换位置 同时加大 25mm,观察有无改善。因为不同模具的工艺参数常常会有类似的转压点和余料量位置,所以长时间下来 炮筒可能会在这位置出现磨损。
记住储料完必须有足够的松退行程,来保证止逆环的动作正常。在开始将机器拆开之前,先确认一下松退是不是嫌 犯。
26.3.3.4 机器问题:机器性能
如果注塑机没有重复性的按设定值控制工艺参数的能力,那产品的尺寸就会变动。机器必须能精确的控制所有的工 艺变量,确保每模都能匹配已经设立的工艺参数。
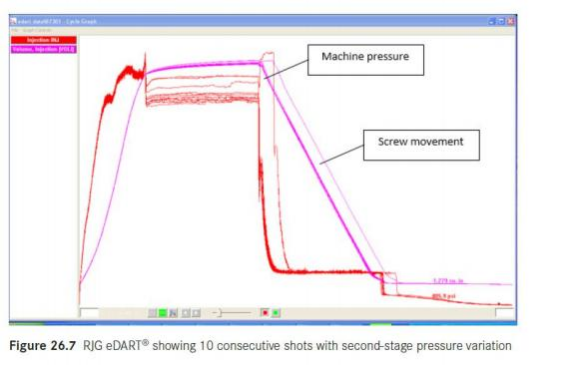
图 26.7 是连续 10 模的工艺数据,有明显的保压压力和保压时间的变动。在这台机器生产的产品,有尺寸变动问题, 需要经常的调整工艺参数。可移动的工艺监控系统放到机器旁边,很快,就显而易见的发现了明显的机器问题。这 个特殊例子里,注塑机的射出控制阀门需要更换,更换后,尺寸的问题解决了。
参考第 8 章更详细的机器性能说明。
26.3.4 原料问题引起的尺寸变动
和所有的注塑缺陷一样,重要的是先确认使用的是正确的原料。通常,没有填充的结晶料会比填充的原料和无定型 原料收缩的更大。如果产品一直有尺寸的问题,原料方面有几个地方值得试一下。产品有尺寸问题时,可以考虑的 地方有:
填充的原料
成核剂
原料类型
26.3.4.1 原料问题:填充的原料
含有填充物(玻纤、矿粉等)原料,会比无填充的原料收缩更小、尺寸更稳定。试验不同的填充物或许能找到最佳 的结果和尺寸稳定的产品。这可能需要花费注塑厂和客户很大的时间和精力来评估原料对产品的影响,或许需要重 新开模。
26.3.4.2 原料问题:成核剂
对于结晶材料来说,额外的成核剂可以让材料的结晶更快,这可以降低有些结晶材料的收缩率。使用成核剂可能会 英寸材料的整体物理性能,所以已量产产品如果要导入成核剂,要小心的评估可能会产品带来的影响。
不同的添加物如玻纤、矿粉也会有类似成核剂的影响,如果填充的含量发生变化,那这个成核效果也会变化,进一 步影响产品的尺寸。
译者注:不同颜色的色粉,也会有不同的成核效果,所以我们常常会看到,同一原料的不同颜色,生产出的产品尺寸是不一样的。而且白色会比较硬比较脆,蓝色红色会比较软。
26.3.4.3 原料问题:原料类型
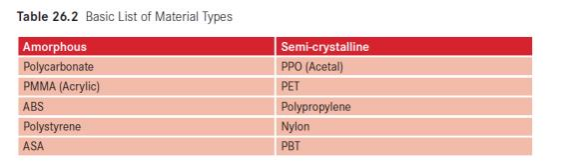
要知道,无定型塑料和没有填充的结晶料,收缩率的差距是非常大的。有的情况下,结晶料的收缩率是无定型塑料 的 4~5 倍,参考表 26.2 的基本材料分类。
材料的类型,合适的收缩率,必须在开模前做好选择。如果模具的尺寸根据错误的收缩率加工,那样就非常难生产 出尺寸合格的产品。有时,在产品开发阶段会变更原料,这导致我们在错误的模具尺寸下挣扎着做出尺寸合格的产 品。这种做法让收缩率的规划非常难实现。
加工塑料的一个挑战是,很多因素会影响到材料的收缩率,这也是为什么原料供应商提供的收缩率收据是一个范围, 而不是确切的数值。在考虑收缩率时需要计算在内的因素包括:
壁厚
流动长度
模腔内的压力分布
上面的这些因素又和产品和模具的设计相关,可能要做相应的补偿。另一个要记住的是,注塑产品的尺寸还会随环 境的温度而变化;即使是有空调的测量室和没有空调的车间,测量出的产品尺寸也会有明显的差异。如果出问题的 产品是冬天和夏天的尺寸不一样,那就要调查原料本身的线膨胀的特征。有时产品的尺寸公差设计的太小,没有办 法覆盖产品随季节变化而产生的尺寸变动。在设计产品和确定产品公差时,就要考虑到塑料的这种变动特性。
注意各向异性的收缩,这意味着产品在充填方向和垂直于充填方向的收缩率不相同。选择注塑产品合适收缩率的一 个挑战是,要知道各向异性收缩是怎么发生的,然后模具根据这个各向异性的收缩率来加工。这个问题在成型有填 充物(比如玻纤)的原料时更加明显。模流分析的变形分析,可以帮助提供更深层次的信息。