第 28 章:射出压力高(High fill pressure)
28.1 定义
射出压力高会导致其他的问题,包括压力受限的工艺。如果注塑工艺参数是压力受限的,注塑机没有办法维持射出 速度的一致性。如果工艺参数本来是正常的,突然之间射出压力增加很大,需要调查真正的原因是什么。
射出压力高的可能原因4M 表
| 注塑工艺 | 原料 | ||
| 料温过低 | 浇口尺寸和浇口数量 | 嘴尖类型,喷嘴孔径 | 粘度增加 |
| 射出速度 | 流道尺寸 | 喷嘴类型 | 含水率 |
| 射出阶段过充填 | 热流道问题 | 嘴尖或喷嘴堵塞 | |
| 浇口堵塞 | 机器性能 | ||
| 排气 | |||
| 壁厚 |
28.3 射出压力高的问题解决
注塑生产过程中,经历突然的压力升高,重点是要确定什么地方改变了。如果射出压力比常用的压力(参数表记录 的)高的多,这通常是指熔体通道上的压力损失比通常情况下大了好多;也意味模腔里的塑料不能正常的保缩。
如果实际的射出压力达到(或接近)注塑机的最大可用压力,那我们就说这个工艺是压力受限的。如果工艺是压力 受限的,那注塑机没有办法控制射出速度,注塑设定的压力必须要比需要的压力高(作用力大于阻力)才能维持对
射出速度的控制。记住,一个工艺的射出压力距离注塑机最大压力只有 10%的话,那后续生产过程中,因为原料的 粘度变化,就可能出现压力受限的问题。在建立工艺参数的时候,要确保需要的最大射出压力,不能超过注塑机的 最大压力的 90%。
28.3.1 注塑工艺问题引起的射出压力高
注塑工艺方面可能的原因有:
料温过低
射出速度
射出阶段过充填
28.3.1.1 注塑工艺问题:料温过低
射出压力的大小通常和料温成反比,特别是加工无定型塑料时。料温越低,充填模腔需要的压力就越高。极端情况 下,料温过低会导致模腔无法充满,因为流动前端冻结了。
如果生产中的工艺突然出现射出压力增加的问题,检查熔体温度可能会找到原因。确认实际的熔体温度是否和标准 参数表上记录的一致。如果工艺参数表上没有基准熔体温度的记录,至少要对比厂家的推荐温度,有没有在推荐温 度范围内。
如果确认下来熔体温度过低,那以下项目需要调查:
炮筒的设定温度
背压和螺杆转速的设定值
如果这些设定值都和标准工艺参数一致,参考 28.3.3 的机器问题。
28.3.1.2 注塑工艺问题:射出速度
确认实际射出时间是否和标准参数一致。如果生产中射出速度和标准参数不一致,那射出压力也会变化。记住,只有射出压力没有受限,那注塑机就能维持射出速度。实际射出时间应该是每模都是一样的,因为射出时间的变化会导致其他潜在问题。
28.3.1.3 注塑工艺问题:射出阶段过充填
从射出到保压的切换应该在模腔 95%~98%满的时候进行。如果转压切换太晚,那模腔在射出阶段就会充满,突然的 阻力上升会导致非常突然的射出压力尖峰。
每次开机生产或问题处理时,都应该检查核对射出阶段的重量。错误的射出重量会导致一系列的潜在缺陷发生。切 换过晚会很有可能出现飞边。记住,射出速度快本身不会导致产品跑边,模腔压力的突然上升会。
28.3.2 模具问题引起的射出压力高
潜在的模具原因有:
浇口尺寸和浇口数量
流道尺寸
热流道
浇口堵塞
排气
壁厚
28.3.2.1 模具问题:浇口尺寸和浇口数量
如果浇口太小,那需要将塑料推过浇口的压力就要上升。这个变化倒是没有人们想的那么快那么厉害。有的时候更 小的浇口尺寸对实际充填压力的影响很小。重要的是要知道,小的浇口可以在射出阶段产生更大的剪切,这可能导 致压力保持不会升高。
浇口的截面积,是要重点考虑的地方。加大浇口的宽度而不更改浇口的厚度,可以在不影响浇口封闭时间的情况下, 增加塑料的单位充填体积。还要检讨,浇口的数量是否足够来保证模腔的充填。每一种材料都有自己的流长比,设 计浇口时要考虑到。如果要把塑料充填的很远,那射出压力也会上升,但是增加一个浇口就可以把流动长度减半。 检讨能提供最理想充填的浇口位置,浇口在产品中间相对浇口在产品一侧,可以把流动长度减半。
浇口的长度是最容易被忽视的地方。浇口长度过长,会限制塑料的流动并导致射出压力增加。浇口的长度永远都不 要超过 0.8mm,而缩短到 0.13mm 往往可以改善很多问题,包括射出压力高。
记住,浇口尺寸是会影响浇口封闭时间,和压力传递到模腔的有效性。
28.3.2.2 模具问题:流道尺寸
浇口并不是流道系统里的唯一流动限制。主流道和分流道的尺寸也可能设计的太小,导致需要将模腔充满的压力增加。
流道的长度也会影响射出压力。塑料在流道里流得越远,需要的压力也越大。要尽可能的缩短浇口套和流道的长度, 来尽量降低射出压力。通常,长的流道需要大的流道直径。
28.3.2.3 模具问题:热流道
如果热流道系统里有流动限制,那需要将模腔充满的压力也会上升;这个流动限制可以是热流道系统的任一位置。 最容易出现问题的是低残留类型的嘴尖;低残留嘴尖的流动截面相对于流道或下游的冷浇口要小得多,所以会有特 别大的压力降。嘴尖的截面要评估它的流动限制和压力损失,定好尺寸。
热流道的另一个可能因素是,某个加热区可能加热不正常,导致这个加热区温度偏低或导致塑料冻结。热流道的加 热温度应该设定成,它既不给塑料熔体加温,也不从塑料熔体带走热量。热流道的温度通常应该设定成和实际料温一致。
也要记住,热流道的限制性嘴尖,会被杂料/金属之类的污染物堵塞。很多热流道就因为杂质污染的问题,不得不 拆开来清理。有的情况下,甚至是内部的鱼雷头,也会断裂造成热流道堵塞。
28.3.2.4 模具问题:浇口堵塞
不管是热转冷的,还是冷流道,都有可能因为塑料堵住了浇口而造成压力突然升高。有的时候,没有全部融化的塑 料进入到浇口位置,造成射出压力突然上升,然后又在高压下被推进了模腔。
如果工艺出现间歇性的压力上升尖峰,检查熔体的一致性。有时射胶量占注塑机最大射胶量 70%以上时,熔体质量 会变差,特别是生产结晶性塑料时。没有完全融化的塑料粒子堵住浇口,经常会导致产品缺胶,也可能会引起射出 压力高。
浇口堵塞的另一种可能是,一块冷料没有被冷料井捕获;这个冷料会轻易的堵住浇口。或者是热嘴尖有冷料,射出 时需要很大的压力,才能把这块冷料推出。
28.3.2.5 模具问题:壁厚
通常产品的壁厚越薄,需要的射出压力就越高。现在的注塑机,有了越来越高的射出压力,帮助成型更薄的胶位。 和原料厂家确认,产品壁厚和流动长度的比例是否在合适的范围内。前期的模流分析,也能够帮助确认,产品是否 能够充满。
28.3.3 机器问题引起的射出压力高
机器相关的可能有:
喷嘴尖类型或孔径
喷嘴类型
喷嘴或喷嘴尖堵塞
机器性能
28.3.3.1 机器问题:喷嘴尖类型或孔径
给定模具的每次生产,必须使用相同类型的喷嘴尖和嘴尖孔径。如果全锥度的嘴尖被尼龙类嘴尖替代,那熔体经过喷嘴尖的压力将会有明显差别;尼龙类嘴尖的额外流动限制会驱使射出压力上升。如果模具需要 8mm 的喷嘴孔来匹配模具浇口套,用 5mm 的喷嘴孔肯定会导致额外的压力损失,这会影响到塑料的充填和保缩。
有的注塑厂会在每次换模时要求更换喷嘴尖,来保证这一步不会出错。一个技巧是将喷嘴尖挂在模具上,这可以帮 助检查嘴尖有没有从模具上拿下,换到要生产的机器上。
检查注塑机是否使用正确的喷嘴尖,方法是在嘴尖上刻上标志,这个标记最好是 360 度方向都有,这样打开喷嘴防护罩就可以轻易的看到。
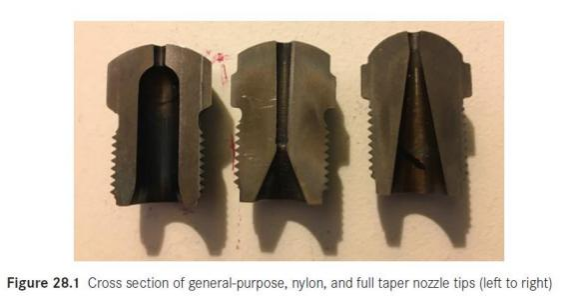
另外要记住的是,尼龙类的嘴尖会比全锥度的嘴尖有更大的流动限制,即使孔径是相同的。尼龙类嘴尖有很长一截 的反锥度,这导致塑料必要要流经很长一段小的流动截面。不管是通用的喷嘴尖还是全锥度的喷嘴尖,如果使用错 误的反锥尼龙类型,都会导致射出压力的上升,还有剪切速率的上升。图 28.1 展示的不同类型嘴尖的剖面形状。
28.3.3.2 机器问题:喷嘴类型
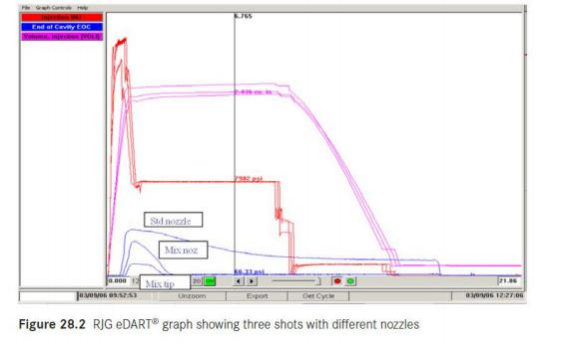
工厂里有使用混炼喷嘴的,生产切换时很可能会把混炼喷嘴留给不需要它的模具。塑料通过混炼喷嘴的额外压力损 失,可能会很大。例如,图 28.2 的显示的是,在相同的机器射出压力设定下,不同喷嘴类型的模腔压力对比。当使 用混炼喷嘴时,转压切换压力明显上升,而模腔压力是有非常大的下降。
所有使用混炼喷嘴的工厂,必须要对它做好标识(比如不同颜色)。混炼喷嘴对工艺的影响,不仅仅是射出压力的 上升,还会增加塑料的剪切,以及保缩的压力损失,还是一个脏污纳垢的地方。它在帮助解决混色问题时是有用的, 但本质上,它是对劣质螺杆的“创口贴”式的改善。
也要注意喷嘴的长度,如果需要的是 150mm 长的喷嘴,那 300mm 喷嘴不能作为“通用”喷嘴来使用。喷嘴越长, 对塑料流动的限制越多,也会导致射出压力的上升。还有一点,长喷嘴的温度均匀更难得到控制。
28.3.3.3 机器问题:喷嘴或嘴尖堵塞
注塑车间每天,都可能会有喷嘴/喷嘴尖被部分堵塞或全部堵塞。如果喷嘴/喷嘴尖是部分堵塞的,那射出压力峰值 就会因为流动限制而上升。喷嘴的特别大的压力损失,可以通过对空注射轻易的侦测到。会导致喷嘴或喷嘴尖堵塞 的原因有:
各种类型的金属。如果回收的产品带有金属嵌件,那粉碎回收时,就可能会有金属污染回料。机边使用螺丝等 装配时,也有可能螺丝等落入料框内,造成回料污染。磁力架并不能拦截所有的金属,但不能因为这样就不使 用磁力架。
未熔塑料。没有熔化的塑料粒子,会沿着螺杆一直往下走,有时堵在喷嘴处。有时在生产结晶料如 PA 或 POM 时,有的塑料粒子没有完全熔化,导致喷嘴的堵塞。另一种粒子是高温的 PA 料,污染了低温的塑料如 PP 或 ABS 之类。
混炼射嘴。如果使用混炼射嘴生产,射出压力本身就会上升。如果有污染杂质困在混炼射嘴处,塑料的流动会进一步的受到限制。
案例分析:故意的损坏
这个例子里,开机生产就有缺胶问题,射出压力已经达到了机器最大压力。通过对问题的分析显示,机器空射的压 力就很高。喷嘴被拆下了,发现一个破损的硬币卡在喷嘴里。硬币挡住了塑料的流动、猜测是某一个不满的员工把硬币扔到了料筒里,导致了喷嘴的堵塞。
28.3.3.4 机器问题:机器性能
知道注塑机的实际动作有没有达到控制器里的设定值,是非常重要的。假设注塑机会按照设定的参数动作,是非常 危险的。需要知道注塑机到底在做些什么,也是为什么要记录塑料的实际条件是如此重要的原因。
通过记录产品的实际射出时间,而不是机器上的设定速度;更好的办法是测量塑料的体积流动速率,这样不同的机 器可以使用相同的体积速率生产,而不用考虑螺杆的大小。为了制程的稳定性,开机时要重复验证射出阶段的产品重量和射出时间,确保模腔是在相同的流动速率下充满的。
如果保压的压力设定是 50Mpa,机器实际上达到这个压力了吗?每一台机器都要有输出和输入的关系图表。具体的 细节参考第 8 章。
案例分析:机器准确性
这个案例里,机器的实际压力和设定压力有 20Mpa 的偏差。这个特殊案例里,机器控制器上显示的实际压力和设定压力不相符。RJG 的 e-DART 系统连接到机器,作为额外的检测对比,显示机器的实际压力比设定压力低 20Mpa。如果没有 e-DART 系统的话,手持式的压力表可以安装到机器液压阀板的测量口。这种实际压力的不准,也解释了为什么很多模具在这台机器生产不出好的产品。你没办法用标准的工艺参数生产出合格的产品来。
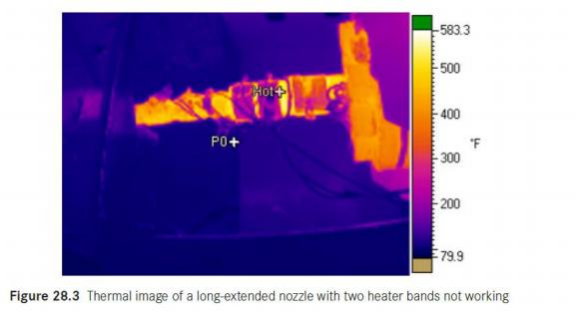
另一个关键点是,机器对炮筒和喷嘴的温度控制有多准。图 28.3 是生产过程中机器喷嘴的加热圈烧坏的一个例子。 检查热电偶的位置是另一个要考虑的地方,因为像法兰盘、转接头、喷嘴等位置,经常是没有热电偶的,这会影响 到温度的均衡性(译者注:这些位置常常是共用一个热电偶的,导致有的位置过热,有的位置过冷)。
记住,不是说工艺参数设定的正确,就意味着正确的工艺参数得到实施!
机器会磨损,液压系统会泄漏,压力传感 器会读数错误,热电偶会用错/接错,周期性的校准会缺少,这些都会导致机器失控。
28.3.4 原料问题引起的射出压力高
原料方面的问题会有:
粘度增加
含水率
28.3.4.1 原料问题:粘度增加
塑料本身会有变动。当塑料的粘度增加,需要充填模腔的压力也会增加。这个塑料粘度的增加可能是平均分子量的变化,填充物含量的变化,或添加剂的变化。每一种材料都会有这些变化,但是有的材料会变化的范围更宽泛。熔 融指数是业界里常用的测量评估方式,但是要知道的是,熔融指数测量是在非常低的剪切速率下进行的,并不能模 拟注塑成型的剪切速率下的粘度变化。
注塑机的射出压力峰值的变化,是原料发生粘度变化的良好指标。粘度高意味着流动更困难,也意味着压力高。粘 度是塑料流动阻力的测量,粘度越高意味着塑料流动的阻力也越大。
案例分析:炮筒尺寸变化引起的射出压力增大
这个案例里,产品是 PC/ABS 材料的,原先在 170 吨的注塑机生产(炮筒小)。模具被安排到 330 吨的注塑机(炮筒大)评估飞边改善效果。尽管是按照原先记录的工艺参数来设定,比如炮筒温度、储料时间等。330 吨机器的射出压力明显要高很多,将机器的增强比计算在内,大机器的射出压力还是高的多。进一步的调查发现,储料时的剪切速率在两个炮筒里不一样;大炮筒的螺杆转速要慢得多,储料时产品的剪切热也小得多。记住,不同螺杆尺寸的剪切差异也是很重要的考量点。
28.3.4.2 原料问题:含水率
很多材料,成型时水分会导致塑料水解;这个水解会导致分子量的降低,分子链变短。因为分子链的变短,塑料的 粘度会下降,变得更容易流动。这样成型时原料含水率的变化,会导致射出压力峰值的大幅变化。
常见的问题是,夏天建立的工艺参数是在潮湿的环境下,原料成型时有一定的水分。而冬天到来时,环境干燥,原 料的含水率自然就会有一定的下降,导致射出压力相比夏天上升。
尼龙是特别会受到含水率引起粘度变化的。因为尼龙的含水率会在很大的范围内变化,从 0.05%到 0.2%,这导致射 出压力的很大变化。
更多细节参考第 9 章。
译者注:水分也会在塑料分子链之间作为一个润滑剂,让分子链之间的活动更容易,这也会导致塑料粘度的降低。