第 30章:飞边(Flash)
30.1 定义
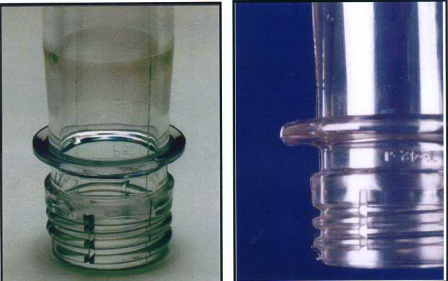
飞边是产品边缘延伸出的多余的塑料。参考图 30.1。
也称作:溢料,披锋
错误的分类:错位
30.2 飞边问题的可能原因4M 表
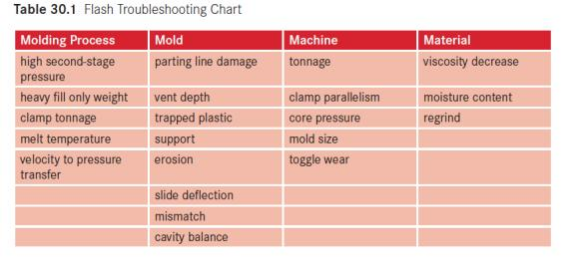
| 注塑工艺 | 模具 | 机器 | 原料 |
| 保压压力过大 | 分型面损坏 | 锁模力 | 塑料粘度 |
| 射出过充填 | 排气深度 | 模板平行度 | 含水率 |
| 锁模力 | 跑边没清理干净的塑料 | 进芯压力 | 回料 |
| 料温 | 模具支撑 | 模具尺寸 | |
| 转压切换 | 侵蚀 | 曲轴磨损 | |
| 滑块变形 | |||
| 错位 | |||
| 模腔平衡 |
30.2 飞边的问题解决
如果以下三个条件成立,飞边是不存在的:
1. 锁模力大于模腔涨模力
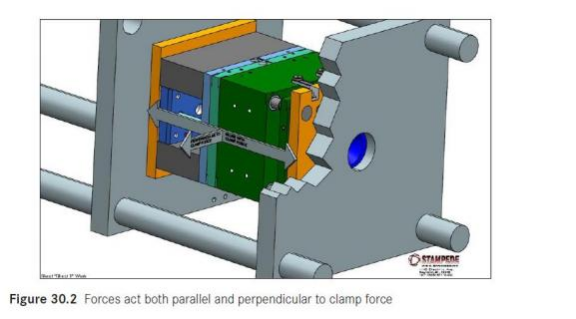
2. 模具的刚性足够,可以避免平行于锁模力方向和垂直于锁模力方向的变形。参考图 30.2 涨模力的作用方向。
3. 所有的封胶面和分型面必须是真正对碰到,也就是它们之间没有任何间隙、破损, 或什么东西夹在中间
如果产品有飞边问题,用 STOP 方法,检讨上面 3 个条件有没有都成立。
30.3.1 注塑工艺问题引起的飞边
可能的注塑工艺方面的原因有:
保压压力大
射出阶段过充填
锁模力
料温
转压切换
n 30.3.1.1 注塑工艺问题:保压压力大
保压压力是用来保缩产品,补偿塑料在冷却过程中的收缩的压力。如果模腔压力产生的涨模力超过机器锁模系统产 生的锁模力,那飞边就会出现。
有时我们要使用高的保压压力来解决产品的缩水或尺寸问题。如果模具使用偏小的收缩率加工,升高保压压力可以 在一定程度上帮助产品打大;然而,当保压压力过大,可能就需要更大锁模力的机器。模腔压力会作用到模腔的每 个角落,但并不是在模腔里均匀分布的。使用评价模腔压力可以用来预测作用在投影面积上的涨模力;如果这个力 比锁模力大,它会将模具撑开一小缝,让塑料漏进去(飞边)。
确认保压压力设定是否和标准参数一致。同时也要确认,注塑机施加的实际压力和标准参数也是一致的。
30.3.1.2 注塑工艺问题:射出过充填
使用科学成型技术时,需要在产品 95%~98%满的时候,切换到保压,这个也称作射出重量。射出重量应记录在标准 工艺参数上,并且在每次开机生产时验证。如果射出重量比标准重,例如,晚于 98%切换到保压,飞边就很可能出 现。充填阶段将模腔 100%充满,会导致模腔压力的急剧上升,这会撑开锁模力,导致飞边。图30.3 是一个简单的 平板产品,因为切换太晚而跑边。

要检查射出重量,需要将保压压力和时间都设定为零。这个短射的重量要称重,并对比标准工艺参数上的射出重量; 根据对比的结果,调整转压切换点。同时也要检查产品在这个短射状态有没有飞边—-这是模具有没有问题的指标。
30.3.1.3 注塑工艺问题:锁模力
在注射成型的过程中,注塑机的锁模系统,必须要把模具合在一起。如果锁模力太小,那模腔压力就会导致模具涨 开,允许塑料漏出来,形成飞边。
检查模具的实际锁模力,有的机器有自动锁模力调整功能,将锁模力调整到设定的水平。一个 500 吨的注塑机,锁 模力调整为 350 吨,不会比 350 吨的机器有更好的效果。
要确认模具在注塑的时候是不是被撑开,可以使用百分表,或者是数字检测设备连接到 e-DART 系统。这个检测系 统可以安装到于分型面平齐,在合模状态归零;生产一个周期并观察有无变动(图 30.4)
使用这种工艺监控系统的好处是,可以清晰的看到注塑机的压力是怎么作用在模具上的,模具是什么时候开始被撑 开的。图中清楚的显示,机器切换到保压时,模具开始被撑开。这可能指明射出时过充填,导致模腔压力的急剧上 升,并导致模具变形。

30.3.1.4 注塑工艺问题:料温
如果塑料实际温度过高,那塑料的粘度就会降低,导致飞边容易出现。低粘度的塑料可以更容易的流进小间隙里,比如分型面的间隙。
实际料温过低,导致射出压力会升高,可能也会造成模腔压力过大,造成模具撑开。
检查实际料温,并对比标准工艺参数表。如果检测出的实际料温不对,检查以下参数:
炮筒温度设定
背压压力
螺杆储料转速
30.3.1.5 注塑工艺问题:转压切换
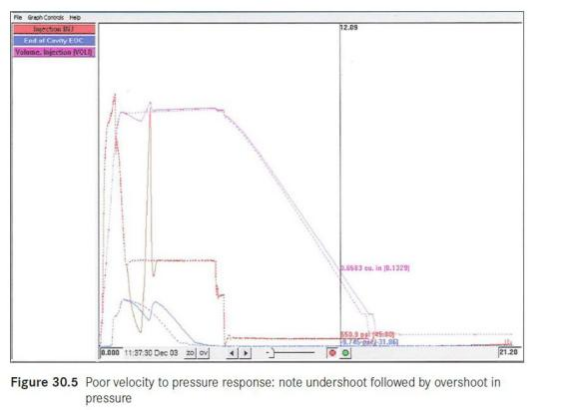
机器从射出转换到保压的切换方式,是处理飞边问题时常常被忽视的原因。如果机器在切换时产生一个超过设定压 力的尖峰,那模腔压力也会有相应尖峰产生;这个模腔压力尖峰会导致飞边的产生。图 30.5 显示的是,用 e-DART系统侦测到的,机器糟糕的压力响应控制。突然的压力尖峰会很容易的造成模具跑边。
案例分析:转压切换飞边
这个例子里,产品使用矿粉填充的
TPO 成型。转压切换时,在保压的刚开始阶段形成一个压力尖峰,这导致模腔过加压,导致分型面飞边。通过调整保压切换的位置,保压的压力尖峰几乎被完全消除了,结果是产品也没有了飞边
30.3. 2 模具问题引起的飞边 模具方面的原因有:
分型面损坏
排气深度
跑边没清理干净的塑料
模具支撑
侵蚀
滑块变形
错位
模腔平衡
30.3.2.1 模具问题:分型面损坏
避免飞边发生的一个关键是,模具要有一个强壮的分型面。如果模具的前后模对碰的分型面损坏,那模具就没办法 把塑料挡在模腔里。
模具分型面的损坏有很多原因,包括:
模具钢材本身强度不足
抛光或排气槽的过加工
压模(产品或料头)
料屑或拉丝落在分型面上
排气不足的侵蚀
上述情况发生时,要从问题的源头上解决,不然模具维修后飞边还会再回来。可能需要更进一步的 STOP 分析,来 找出真正的、导致分型面损坏的飞边真因。
当模具分型面的损坏位置已经发现,模具必须要修复。在模具修复前,飞边会一直在那里。用工艺参数来弥补分型 面的破损问题,会导致工艺能力的严重降低(成型窗口缩小)
激光焊是修复分型面损坏的非常有效的方法。有经验的激光焊师傅,可以修复非常细小的破损位置,焊完只要轻微 的抛光即可。
译者注:一个常常会被模具设计人员忽视的地方是,前后模对碰面的接触面积。接触面积的不足,会导致作用在钢材上压强超过钢材的屈服强度或疲劳强度,造成分型面的损坏。
30.3.2.2 模具问题:排气深度
通常情况下,排气是个好同志。然而,排气深度可能会加工的过深—–相对成型的塑料而言。确定模具所用塑料的 最大排气深度是很重要的,但也要清楚的认识到,排气深度不是那种“一招鲜吃遍天”的运用法则。
塑料的粘度越低,就越容易出现排气飞边。这在面对尼龙之类的塑料,是要牢记在心的。尼龙对排气的深度极其敏 感,因为它是又很需要排气,有很容易跑边的塑料。在需要更多排气的时候,要记得,排气深度只是排气设计的一 个参数而已,增加排气的宽度不会有跑边的风险。
如果是排气太深的问题,通常会很明显的观察到,因为飞边会出现在排气的位置,宽度和排气槽宽度一致。
30.3.2.3 模具问题:跑边没清理干净的塑料
有时塑料会粘在模具上。如果有人开机时没有降低保压压力,很可能就打出一个大飞边。这个大飞边会进去模具的 加工间隙、螺丝孔、镶件缝等间隙。这些位置的飞边通常无法移除,会变成分型面之间的垫片,导致前后模合不死。
要记得检查模具的分型面,有无跑边的塑料。一小块塑料,就会导致分型面无法碰死。很多时候,这种跑边会导致 机器无法完全合上而报警;不幸的是,要把这些塑料清理干净,是非常费时费力的。预防这类事情发生,并确保技 术人员开机是从缺胶开始慢慢增加保压压力的,是最好的做法。
30.3.2.4 模具问题:模具支撑
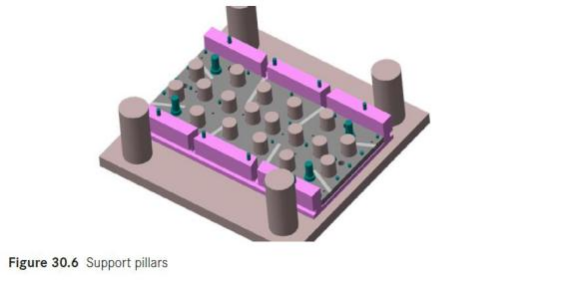
模具设计加工时,模具钢材必须要有足够的刚性,可以抵抗机器模板传递到模具的锁模力。模具有掏空的区域,必须要增加支撑柱。模具上会出现掏空,需要增加支撑柱的 2 个常见场合是:
1. 顶出空间
模具里顶出板来回活动的空间,必须要有支撑柱来保证模具不会在模腔高压下变形,见图 30.6
2. 热流道分流板
模具的热半模,需要掏空来放置热流道分流板。因为这个掏空,分流板周围的钢材必须要增强,来避免模具变 形。
如果模具没有足够的支撑,模腔固定板会变形,这会导致飞边。模具的内部变形,没办法像模板变形那样可以在外 面测得到。变形传感器可以安装到模具内部,来侦测模具的变形程度。
在模具的设计阶段,就要考虑到支撑柱的排布,怎样避开顶针和斜顶的位置设计支撑柱;模具的总体设计要考虑到 最优的效果。
要记住的是,即使模具最初是有足够的支撑的,随着生产继续,支撑柱会慢慢吃进到模板里;这会导致模具支撑不 足而出现飞边。模具必须要拆开,检查支撑柱有没有把模板压塌,这是一个经常被忽视的原因。
30.3.2.5 模具问题:侵蚀
模具的侵蚀经常是在模具排气不足的位置。如果气体被困住,空气压缩产生的高温会慢慢侵蚀钢材,这会导致飞边 出现。如果模具上有侵蚀发生,那侵蚀位置应该要增加排气。
30.3.2.6 模具问题: 滑块变形
模具上任何滑块,在注塑时必须要有足够的力保持在前进的位置,抵抗住模腔压力作用在滑块上的涨模力。如果滑 块的锁紧力不够,那滑块会在模腔压力下后退,导致滑块位置的飞边。
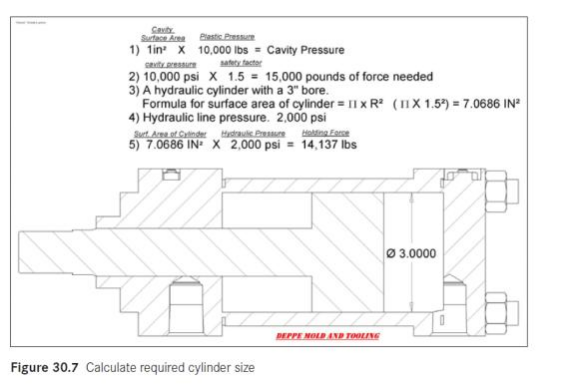
液压抽芯的油缸,也必须要足够大,能撑住芯子避免后退。油缸的大小,可以简单的用预估的模腔压力计算出。参 考图 30.7。
液压芯子,也可以用模具上设计的斜锲来锁紧。斜锲对滑块产生一个预载,来抵抗住模腔压力。斜锲的预压是避免 飞边的关键,不能依赖斜导柱来锁住滑块。
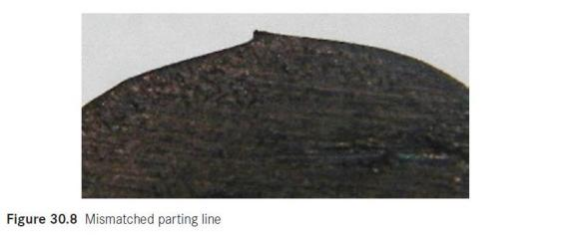
30.3.2.7 模具问题:错位
有的时候,被叫做飞边的,实际上是模具在分型面位置的错位。不管工艺怎么调整,或机器怎么变换,错位不会改 善。当用手感觉飞边时,真正的飞边可以从飞边的两侧感觉到;而错位,只能从一侧感觉到。
错位会因为分型面位置的抛光过度而产生,模具一侧在抛光时,去除了太多的钢材,会导致可见的错位。在抛光靠 近分型面位置时,一定要小心。
分型面要保持锐角的话,抛光要使用治具来保护。
30.3.2.8 模具问题:模腔平衡
多腔模的模具,如果没有很好的平衡,常见的副作用是有的模腔飞边而有的模腔缩水。如果所有模腔的充填和保缩 不平衡,那你就很难找出一个能让所有模腔都生产出合格产品的成型窗口。
常用的业界标准是,高要求产品的模腔平衡控制在 3%以内,一般要求的控制在 5%以内。产品的尺寸要求和性能要 求会表明,3%的模腔平衡还是 5%的模腔平衡是可接受的。
家族模具会让事情变得更复杂,因为不同模腔的尺寸和外形都不一样。家族模具会因为天生的模腔不平衡而产生大 量的飞边问题。
30.3.3 机器问题引起的飞边
机器原因会导致产品飞边的有:
锁模力 模板平行度
抽芯压力
模具尺寸
曲轴磨损
30.3.3.1 机器问题:锁模力
机器的锁模力设定的是否正确?机器实际上达到了设定的锁模力了吗?在出现飞边问题时,要问一系列的问题。机 器的锁模力是可以调整的,可能对于给定的模具设定的太低了。
锁模力的需求根据一系列的因素决定,包括:
材料类型
流动长度
壁厚
模腔压力
浇口数量和位置
所有这些因素会相互影响,决定单位投影面积的涨模力。在考虑这些因素时,简单的锁模力计算变得复杂。
要估计基本的锁模力大小,计算出产品的投影面积。产品的投影面积,再乘以不同材料的涨模力因子。原料厂家通 常会提供这个参数。比如,ABS 材料通常是 3~4 吨每平方英寸,而 PC 材料通常是 4~5 吨每平方英寸.如果生产的是 需要高压充填的薄壁产品,或者是需要高保压改善缩水的产品,锁模力的需求就会上升。使用其他的工艺如气辅成 型或微发泡 mucell ,可以降低锁模力需求。
另一个要注意的地方是,机器的实际锁模力,以及机器能保持这个锁模力吗。如果机器的锁模系统有漏油,可能就 无法维持相应的锁模力。有的机器在上高压后会有一个后退动作,检查这个回退是否过大,造成锁模力的下降。
记住,机器零件的损坏会导致锁模力不足。要确认的关键位置包括模板、拉杆、拉杆螺母。拉杆或拉杆螺母的开裂 会导致机器的一角无法建立锁模力。测试飞边是模具还是机器引起的,可以将模具调转 180 度,如果飞边没有跟着旋转 180 度,那机器的嫌疑最大。
案例分析:锁模力下降
这个例子里,机器只能达到其最大锁模力的 95%,而且还不能维持在这个水平。在射出时,锁模力下降到最低,只有设定锁模力的 70%。这个锁模力下降导致产品飞边。为了解决这个问题,要更换掉漏油的锁模压力阀。在处理这类问题时,要查找锁模油缸有无漏油问题。
1000 吨的机器,只能产生 700 吨的锁模力,会在工艺开发或问题解决时造成灾难。
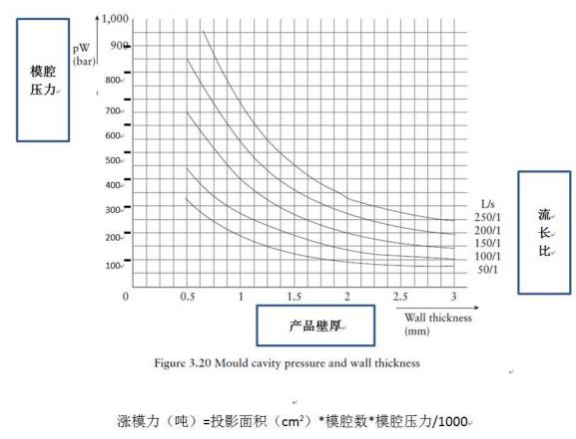
译者注:曲轴的锁模机构,如果能显示实际锁模力,那机器拉杆上应该有测量拉杆变形的传感器。有的机器,没有 安装传感器却显示“实际锁模力”,这种千万不要相信。通常我们也可以根据下图来推算出产品的涨模力。
30.3.3.2 机器问题:模板平行度
注塑机有定期的检测模板的平行度吗?锁模时拉杆的变形是否均匀确保相同的锁模力作用在四个角?这些会影响 到机器的锁模能力。如果机器的锁模单元不能提供均匀的锁模力分配到模具,那模具跑边的风险大增。根据机器的 保压手册要求,定期检查锁模机构。
根据机器厂家的指导,简单的水平仪调整后,可以确认机器的拉杆有无问题
1. 根据机器的维护手册要求,确认并调整机器的水平
2. 检查拉杆螺母,确认是锁紧的
3. 安放一块底板到机器上
4. 装 4 个百分表到底板上,每个百分表对准一个拉杆的底部平面,在模具打开时百分表归零
5. 合模建立锁模力
6. 检查并对比 4 个摆放表的读数,差异会随锁模力而变化。超过 0.05mm 的,需要调整
7. 如果拉杆的应变不一致,调整拉杆螺母能均衡四根拉杆的应变。调整时确保遵循设备厂家的推荐方法和技巧, 这里讲的只是一个简单参考。
8. 重新检查拉杆的应变并根据结果做相应调整
机器模板也要定期保养,保持清洁和光滑。使用大面积的油石来去除模板的任何毛刺。使用 WD-40 来清洁模板和模 具底板。
30.3.3.3 机器问题:抽芯压力
要抵住注塑时的模腔压力,抽芯的液压压力必须设定的正确。如果抽芯压力偏低,芯子会没办法保持住前进的位置, 导致飞边产生。
确认机器的压力设定是否正确,也要确认机器的实际压力输出达到设定值。液压表可以安装到抽芯油路,来检测实 际的作用到抽芯油缸的压力。有时,油路里有泄压阀来限制抽芯回路的最大压力,不管机器的抽芯压力设定值有多 大。
30.3.3.4 机器问题:模具尺寸
一个明显的问题,就是要生产的模具比机器尺寸大。有时,尽管模具可以放得下,但产品投影面积对应的涨模力, 比机器的最大锁模力大。要知道,每一种材料的单位面积的涨模力都有一个范围,具体的大小取决于模腔的保缩压 力。但是,这些涨模力范围只是一个平均值,产品的壁厚、浇口数量、流动长度、尺寸要求,都会影响到具体涨模 力的大小。
另一个极端就是,模具的尺寸相对机器太小了。通常的推荐是,模具要占据机器模板的 2/3 的面积。如果模具比推 荐的尺寸小,那锁模后模板会变形;变形时模板的四个角弯向模具。在模板变形的情况下,模具中心的锁模力就会 减小,导致模具中心位置跑边。
要记得确认,车间所有机器的最小模具要求。过小的模具尺寸,不仅会产生飞边,还会导致模具和机器模板的损坏。 如果模具需要安排在大的机器上,增加的外延伸的支撑柱可以避免模具损坏。
30.3.3.5 机器问题:曲轴磨损
任何机械零件,都会随工作时间出现磨损问题,注塑机的锁模零件也不例外。当曲轴铰链和铰链杆慢慢磨损后,会 变得很难将模具锁死。有的时候磨损的比较大,可以看到锁模时有明显的松动;这个松动会导致锁模力的不均匀分配。
曲轴机构的磨损要定期评估。动作变慢或发出噪音,意味着磨损已经很大。锁模系统的更新既浪费时间也很花钱, 但是能减少模具的损伤、提升周期、生产出更高质量的产品,长期来说是值得的。
30.3.4 材料原因引起的飞边
材料方面的可能因素有:
塑料粘度
含水率
回料
30.3.4.1 原料问题:塑料粘度
如果塑料的粘度降低,它的流动性会增加。这个流动性的增加让它能填进更薄的间隙,这就可能产生飞边。
所有的原料都会有变动。常用的检测这个变动的测量方法是熔融指数。不幸的是,熔融指数是在很低剪切速率下的 检测结果,并不能反映到注塑的实际环境。有的材料的融指变化会和在模具里的流动性有很好的相关。熔融指数的
大幅增加表示原料粘度的变化,导致飞边发生的风险增加。
原料里的添加剂/填充剂的变化,也会影响原料的粘度。例如,玻纤含量的下降会导致塑料更容易流动,可能导致 飞边。
如果是更换新批次或新添加的原料后,飞边就出现了,那原料是第一个需要调查的地方。可能的话,切换到另一批 次的原因,查看问题是否有变化。如果更换另一批次的原料,产品跑边的情况也跟着发生变化,那么原料就很可能是飞边产生的原因。
30.3.4.2 原料问题:含水率
如果原料发生水解,那么随着水解造成分子量的降低,原料的粘度也会下降。因为水解缩短了分子链的长度,让塑 料的流动更容易。
成型没有烘干的塑料时,跑边的风险会大幅增加。这个流动性的增加会导致塑料流进分型面的间隙,而正常的塑料 不会这样。在开机时,总记得空射并观察射出的料是否光滑,有无气泡产生。如果空射的料看上去不正常,那最好 检测原料的含水率,而不是直接开始生产。
30.3.4.3 原料问题:回料
回料,如果是机边粉碎,及时回用的,通常是没有任何问题的。甚至有的原料测试回用了 15 遍,机械性能的变化 也很小。这上面所说的只有回料是正确操作的、没有污染的、经过烘干的或机边粉碎回用的。如果回料降解,它会 影响材料的粘度,导致飞边的产生。
当使用回料时,最好在它产生的地方回用。要实现这一点,料头的重量要比允许的回料添加比例小。同时也不要粉 碎和回用降解的产品;也就是,产品是因为银纹/喷纹报废的,不要回用它。
使用回料不是坏事情,有必要正确的对待它。保持干净、必要时烘干、粉碎成一致的颗粒尺寸、限制粉尘比例,尽 可能越快的用掉它。