第 31 章:流痕(Flow line)
31.1 定义
流痕是一系列外观缺陷的统称。典型的流痕会在表面呈一条线或一个圈那样,在本章,滞流和冷料波流纹也会作为 流痕缺陷一起讲解。
也称作:唱片纹,滞流,拖痕
错误的分类:划伤,喷纹,结合线,熔接线 31.2 流痕问题的可能原因4M 表
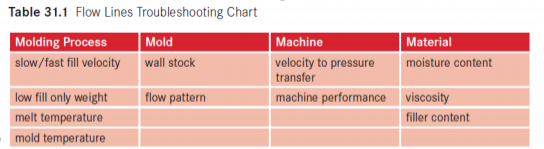
| 注塑工艺 | 模具 | 机器 | 原料 |
| 射出速度过慢或过快 | 壁厚 | 转压切换 | 含水率 |
| 射出阶段重量不足 | 流动形态 | 机器性能 | 粘度 |
| 料温 | 填充物含量 | ||
| 模温 |
31.3 流痕的问题解决
在处理流痕问题时,短射测试非常有用。要理解流痕是怎么造成的,它的开始发生位置必须要确定。有的场合,流 痕出现的位置看上去附近并没有什么特别的结构特征,短射样品分析会显示,这个流痕的开始点实际上是在更上游 的地方。
技术人员常常没有花足够的时间,或者也没有耐心,来生产和查看一系列的短射演变样品。甚至在粘度分析实验时,人们也懒得看样品,只是低头记录工艺数据。检查短射样品和充填演变,经常能突显出模具的问题。
也要消除流痕的其他可能;听到有人忙活了几个小时,结果发现是模具的划伤,这是让人沮丧的事情。注意观察是 不是划伤、色流、喷纹,确保我们是在处理定义清晰的问题。
31.3.1 注塑工艺问题引起的流痕
工艺参数方面可能会导致流纹的有:
射出速度
射出重量
料温
模温
31.3.1.1 注塑工艺问题:射出速度
如果射出速度过高或过低,都有可能导致流痕类的缺陷。记得要确认实际的射出时间和射出重量,是否和标准工艺 参数上记录的一致。
射出速度太慢,会在产品上出现滞流痕,表面产品充填困难。典型的情况是产生了叫做唱片纹的外观缺陷,熔体的 流动形成了像唱片那样的一圈一圈(图 31.1)。试着升高射出速度,查看流痕缺陷有无改善。在工艺开发阶段,塑 料粘度实验时,注意观察不同速度下的样品,确认哪个速度可以生产出外观最好的产品。

充填的太快,会导致模具的排气变成问题,塑料快速通过产品的某个特征后又出现回流,或者流动前端开始分离。 快的射出速度在注塑中有很多好处,包括改善周期和产品保缩的能力。如果在处理流痕问题时,可以调整一下射出 速度,查看问题有没有改善。
31.3.1.2 注塑工艺问题:射出重量
如果转压切换的太早,产品的流动前端,在转压切换的位置,可能就会出现滞流痕。这种线会非常明显,而且通常是在产品的充填末端。转压位置的变化会导致流痕在产品上的位置发生变化。
确认射出阶段的重量是正确的。产品可以目视检查是不是 95%~98%满,如果射出重量不足,调整转压位置让产品 95%~98%满。射出重量是判定产品能否一致的充填的关键部分,4M 检查表里的其中一项,就是确认射出重量是否 和标准一致。
31.3.1.3 注塑工艺问题:料温
料温会影响到塑料在模具里充填的粘度。当生产使用的料温过低,塑料会靠近它的不流动温度,可能会导致在充填 阶段塑料冻结。料温太低,也会导致转压压力上升,可能出现压力受限的情况。
监测实际料温,确定塑料是不是在厂家的推荐温度范围内。如果实际料温过低,确认是设定的太低还是机器性能的 问题。纠正机器问题或参数设定,重新检查实际料温。如果实际料温在范围内,试着升高料温,查看对产品缺陷有 无影响。
太低的料温,可能会导致产品上出现唱片纹之类的缺陷。这些唱片纹实际上是料温偏低的很好指标,说明需要升高 料温。唱片纹缺陷也常常伴随着充填末端的短射缺胶。
料温低也会影响到结合线的质量。也要记得确认,流痕实际上不是结合线,是在塑料熔体发生分离的下游位置。结 合线事实上可以出现在从形成位置到产品末端的任意位置。高的料温可以改善结合线的质量。
31.3.1.4 注塑工艺问题:模温
模具的温度过低,也会引起一系列的流动相关的缺陷。流动长度偏长的模具,模温低会导致流动前端过冷冻结而滞 流。这个问题是流动长度、薄壁、射出速度的综合结果。胶位薄和长流动长度会导致更大的流动阻力,而慢的射出 速度,对于塑料和模具接触冷却产生的冻结层厚度影响很大。
对比标准工艺参数确认模温设定的是否正确,没有符合要求的话做相应的调整。观察样品上的缺陷,如果只出现在 充填的开始位置,那可能就意味着要升高模温。记住,在塑料没有进入模腔前,模具温度和水温是非常接近的;当塑料进入模腔后,模具表面温度会上升。这个温度变化不是很大,但也可能指明了问题处理的方向。
31.3.2 模具问题引起的流痕
模具相关的因素有:
壁厚 流动形态
31.3.2.1 模具问题:壁厚
查看产品的壁厚,有无会挡住塑料流动的区域。这种位置会因为流动限制而造成滞流,产生流痕。有的薄壁位置会 等流动前端经过,模腔压力上升后,再重新回流充填。这些回流位置会有滞流线,甚至会有气痕一样的外观出现。
维持产品壁厚的均匀很重要。个别情况下,壁厚的 0.05~0.08mm 的差异,导致流动前端的变化,造成流痕出现。短 射实验能帮助我们发现这类问题。如果壁厚必须要变化,不同壁厚之间光滑过渡会有较好的效果。确认出壁厚的变化位置,并根据这些位置来做相应的工艺参数调整,来迎合这些设计问题;但是要注意的是,这样做会缩小成型窗 口。在开模前进行流动分析,确认有无回流、滞流、或缺胶的区域;根据这个建议对产品的设计做相应的调整,这 样比模具加工好以后再变更设计,投入产出比要高的多。
有时,需要增加导流筋条或局部增加壁厚,来帮助产品充填。同样的,这最好在电脑上做好流动分析,优化好设计 后再加工模具。记住增加导流筋条也要和周边的胶位做光滑过渡,避免在产品外观出现光泽变化的缺陷。
31.3.2.2 模具问题:流动形态
有时,是因为塑料在模具里的流动形态造成了流痕的产生。浇口的位置决定了模腔是怎么充填的;浇口的位置要能 提供最优化的充填形态。如果距离浇口的流长太长,那流动前端就会逐渐慢下来;慢下来的流动前端会引起滞流痕 或唱片纹的缺陷。
如果模具是顺序针阀的,后开放针阀的塑料可能会喷涌而出,造成产品表面的流动缺陷。如果流动缺陷看上去是针 阀浇口造成的,试着调整针阀的延迟时间,测试问题能否改善。热流道供应商可以提供针阀动作控制的模块(控制 针阀的动作速度和行程),可以改善这种浇口引起的缺陷。
如果产品的壁厚设计不符合优化的建议,可能会在壁厚变化的位置出现融合线,看上去像流痕那样。这种融合线会 出现在流动的方向,可能会很轻微。如果有融合线缺陷的话,进行短射实验,确认缺陷的形成过程。
图 31.2 是不平衡流动前端的短射照片,这导致了融合线的形成。这个融合线被当做流痕报废,只有进行短射实验, 它的形成原因才被了解。使用 STOP 方法,就可能系统性的分解这个问题,直到真正的原因被鉴别。

电脑流动分析,能帮助鉴别这些可能会引起问题的流动形态。在模具加工之前进行流动分析,可以将这里流动形态 缺陷的风险降到最小。如果模具已经加工好,那导流筋条或阻流块不得不增加,来改善这些问题。
31.3.3 机器问题引起的流痕 机器方面会引起流痕的有:
转压切换
机器性能
31.3.3.1 机器问题:转压切换
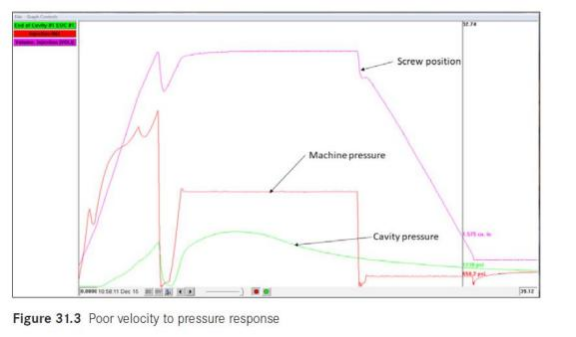
如果机器从射出转换到保压的转压切换做的不好,那层次线就可能出现在产品上。这个层次线也视作流痕,因为它实际上指明了塑料流动迟滞发生的位置。如果转压时注塑机的压力急剧下降,那熔体会停滞,影响产品的外观,以 及产品的保缩。
转压切换的一个例子是如图 31.3 所示,注意在这里例子里,注塑压力在转压切换时掉到了零,螺杆严重的回弹,模 腔压力也降到了零。这样在产品快要充满的位置产生了明显的滞流,导致滞流纹的产生。
糟糕的速度到压力的切换可能是以下原因造成的:
1. 太早切换
通常要在产品达到 95%~98%满的时候,再切换到保压。太早切换或导致机器建立压力滞后。太早切换常常会出 现射出压力突然下降,然后再突然上升超过设定压力。
2. 不正确的保压速度设定
如果保压的速度设定的太慢,机器建立压力的过程会滞后。调整保压速度设定常可以改善这个问题。记住保压 的速度也会对产品造成影响。
3. 磨损或调整不当的液压系统
保压压力建立的速度不可能快于机器提供的液压油的流量,如果油泵的输出不足,那机器就不一定能够快速反应。
具体参考第 8 章的机器性能。
31.3.3.2 机器问题:机器性能
如果机器不能达到设定的参数值,那结果常常就是产品缺陷。评估机器能否达成设定的参数要求。 具体参考第 8 章。
31.3.4 原料问题引起的流痕
原料方面要注意的因素有:
含水率 粘度
填充物含量
31.3.4.1 原料问题:含水率
有的原料的粘度会随着含水率的变化而变化。尼龙就是一个典型的例子,在一个很宽泛的含水率范围内成型尼龙料, 会出现可察觉的粘度变化,含水率高的尼龙流动性要好得多。因为这个含水率导致的粘度变化,不同类型的流痕可 能会出现。如果原料烘的特别干,粘度会很高,可能出现压力受限的情况,导致射出时间的变动。
确保成型的塑料要充分的干燥,也要定期检测并记录含水率的变动。如果原料的含水率出现较大的变动,那么流动 相关的缺陷就可能出现在产品上。
参考第 9 章的烘干详情。
31.3.4.1 原料问题:粘度
所有的原料,每个批次都会有自然的粘度变动。这个变动可能是合成的问题,添加剂的混合问题,或者是回料的添 加。如果更换新批次的原料后,产品马上就出现了问题,试着切换到另一批次的原料,观察问题有无改善或变换。 记住,原料也可能是因为含水率的变动导致的粘度变化,不一定是原料本身问题。
如果生产中有添加回料,试着使用纯原料生产有无改善。回料有可能会导致粘度上升或下降,导致流动相关的缺陷。 粘度的增加可能是回料中的润滑剂等添加剂已经降解挥发了;而粘度的降低是塑料在高温下会有一定程度的降解, 降解导致分子量的降低。不要假设回料的添加都会有相同的效果,不同的原料或成型工艺都会有变化。
31.3.4.3 原料问题:填充物含量
通常,填充物的含量越高,产品越容易有流动相关的缺陷。在产品的设计阶段,就要评估 15%的玻纤含量是否足够, 而不是直接选用 30%的玻纤含量。玻纤含量高,材料的粘度也会增加,导致模腔的充填更困难。而且玻纤等填充物, 还会浮现在产品表面,更加凸显流动相关的缺陷。金属片(免喷涂材料)是名声最糟糕的,在几何形状复杂的产品 上会出现非常明显的流痕(图 31.4)
确认使用的材料的填充物含量是否正确。如果是使用含有填充物的色母,确保添加比例是正确的。
