第 32 章:浮纤(Glass fibers on surface)
32.1 定义
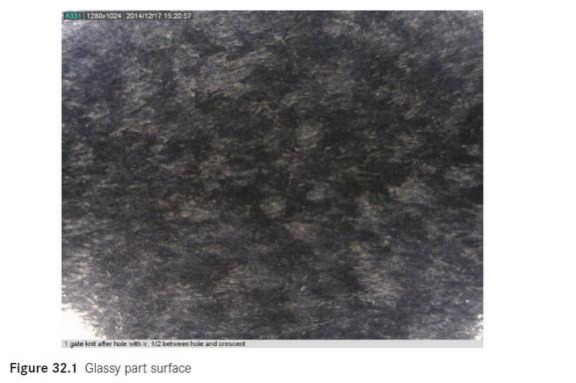
在成型玻纤填充的材料时,常见的问题是产品的表面呈现不规则的玻纤分布。图 32.1 是产品浮纤表面的放大图。 也称作:光泽差异,暗哑,玻纤
PET瓶坯注塑并不会出现此类问题,但当加入高比例的添加剂,比如阻隔剂、吸氧剂时,会有类似风险,可以作为参考。
错误的分类:喷纹
32.2 浮纤问题的可能原因4M 表
| 注塑工艺 | 模具 | 机器 | 原料 |
| 射出速度慢 | 排气不足 | 机器能力 | 含水率 |
| 料温低 | 热流道温度 | 机器性能 | 粘度 |
| 模温低 | 流动长度 | 玻纤含量 | |
| 浇口 |
32.3 浮纤的问题处理
32.3.1 注塑工艺问题引起的浮纤
注塑工艺对玻纤是否会浮现在产品表面的影响很大。会影响到产品外观的工艺参数有:
射出速度慢
料温低
模温低
32.3.1.1 注塑工艺问题:射出速度慢
慢的射出速度会让玻纤浮到产品表面,通常是模腔充填的越快,产品的外观越好。高速射出会使得产品表面是塑料 富集的,让产品表面更平坦,没有浮纤。
如果产品表面出现浮纤问题,检查实际射出时间和射出阶段重量,是否和标准工艺参数一致。太早切换到保压,会 导致充填末端出现浮纤问题。
如果射出速度不是优化的射速,试着用更快的射出速度,查看对产品的外观是否有影响。确保机器能达到设定的速 度,不是压力受限的。如果机器的射出压力接近最大压力,那射出速度就很可能会随时间变化,产品的外观也一样。
如果排产的机器和建立参数的机器不一致,确认机器能否达成参数所要求的射出速度。如果通过增加射出速度也不 能缩短射出时间,调查机器是否能达到设定的速度。参数第 8 章速度测试。
充分的排气是保障加纤料快速充填的一个关键,如果模具的排气不够,那就没办法在保证产品不烧焦的同时,使用 想要的射出高速。
32.3.1.2 注塑工艺问题:料温低
高料温能帮助产品实现塑料富集的表面。如果实际料温偏低,那产品就容易浮纤。料温低还会导致射出压力的增加, 可能会导致制程变成压力受限,造成实际射出速度下降。
实际料温测量会确定工艺是不是运行在合适的温度。不要根据炮筒温度的设定值来判断实际料温,实际料温必须是 通过测温探头或红外测温仪器获得。确认实际料温是和标准参数一致的,并且是在原料供应商的推荐范围内。
升高料温可能会让模腔充填更容易,产品的外观更好。如果产品的表面玻纤太多,试着增加料温到厂家推荐值的中 上限;不要把料温超出厂家的推荐范围,可能会导致原料降解并引起其他缺陷。
在使用加纤原料时,设定背压要小心。当塑料经过螺杆时,过度的剪切会导致玻纤断裂,缩短玻纤的长度。玻纤的 长度越长,这个剪切对产品的性能影响越大。要注意的事情是,短的玻纤能让产品外观更漂亮,但是机械性能会下降。
32.3.1.3 注塑工艺问题:模温低
低模温是产品浮纤的主要问题。要用塑料把玻纤埋起来,模温通常要设定在推荐范围的上限。
很多情况下,要得到好的产品表面外观,必须要使用高温模温机。使用高温模温机要注意保护人员的安全,避免水 管破裂造成的危害。使用高温模温机时,高温管的选择是非常关键的,不要在这个上面省钱。油温机是另一种选择。
清楚的标识车间里的所有模温机。这样的话,如果模具需要使用高温模温机,或者是模温机故障需要更换,每个人 都可以清楚的找到。如果有人用普通的模温机来代替高温模温机,那就无法达到想要的模具温度,产品的外观也不 会好看。
32.3.2 模具问题引起的浮纤
几个模具相关的问题可能会导致产品浮纤,包括:
排气不足
热流道温度
流动长度
浇口
32.3.2.1 模具问题:排气不足
排气不足,会导致模具快充满时,流动前端的速度下降。如果模具的排气不足,困在流动前端的空气,会形成一个 阻力,阻挡塑料的往前充填。
排气不足的另一个局限是,在试着用高速充填来改善产品表面浮纤问题时,可能会出现烧焦。如果模具因为排气不 足而无法使用想要的射出速度充填,那模具必须要改善。用工艺来弥补模具的排气不足,最好的情况下,产品的质 量也是徘徊在标准的边缘,生产过程中会经常出问题。
使用加纤的原料,结合线位置会特别有挑战,结合线位置或充填末端的外观,会比产品其他地方更差。要战胜这个问题,有的时候结合线位置或充填末端需要增加溢流槽,让塑料有更宽阔的排气,并且是结合位置是融合的,而不是正面相碰的。
案例分析:加纤料的排气
这个例子里,产品的原料是 33%玻纤填充的 PA6,工艺经过优化,除了充填末端的 2 个结合线位置,产品的外观很 漂亮。堵掉 2 个浇口中的一个,产品充填没有问题,但是充填末端的结合线位置还是外观不行。因为堵掉一个浇口 的充填末端,刚好是原先浇口的位置,大家就讨论将第 2 个浇口的流道堵掉,但是浇口和连着浇口的一小截流道还留着。这一小截流道和浇口,让充填末端的塑料可以溢出,使得充填末端的结合线外观是可接受的。浇口的大截面让排气更通畅,让塑料形成融合的最佳状态。
32.3.2.2 模具问题:热流道温度
如果热流道的温度偏低,那塑料熔体可能会在热流道里冷却。热流道的温度应设定为,和实际的料温一致,既不加 热也不冷却塑料熔体。
热流道的温度应该是根据热电偶的测温值来控制的,而不是恒定的电流值。优秀的热流道热管控,能保证塑料熔体 在整个熔体通路上,都保持合适的温度。记住,热流道只是熔体传递系统的一个延伸而已(就像是喷嘴的延伸)。
32.3.2.3 模具问题:流动长度
过长的流动长度,叠加玻纤原料,经常会导致工艺是压力受限的,或接近于压力受限。当机器压力受限时,没办法 维持设定的射出速度,这会随着充填到末端变得更糟糕。当速度放慢时,玻纤会倾向于暴露在产品表面,变得明显。 模具设计阶段,评估流动长度的主要考虑点,是浇口的位置和数量。记得和原料厂家确认,流动长度和壁厚的比例关系。
32.3.2.4 模具问题:浇口
就像上面讲到的,浇口的位置和数量是保证模腔充填的关键。也要注意热嘴尖(热转冷的场合)有没有过多的限制, 会导致压力损失过大。如果嘴尖的圆环截面太小,那制程可能是压力受限的,这导致机器无法维持高速射出。注意 查看机器的射出压力曲线,压力有无突然上升?压力的突然上升意味着流动受限,需要很大的压力才能推动塑料继 续往前流动,可能会导致工艺是没有成型窗口的。
32.3.3 机器问题引起的浮纤
机器方面会影响浮纤缺陷的有:
机器能力
机器性能
32.3.3.1 机器问题:机器能力
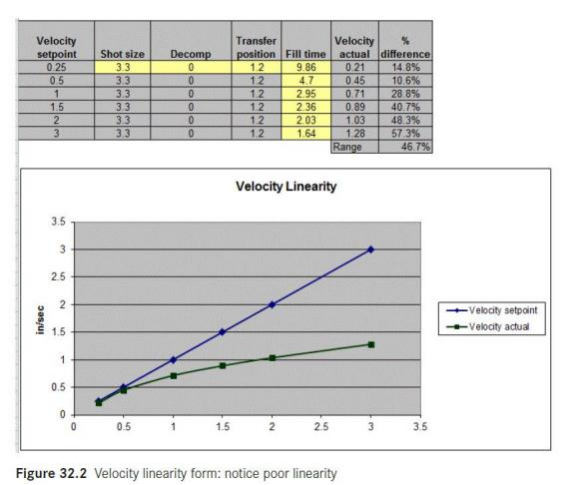
第一件事就是,机器能否提供足够的射出速度。要获得漂亮的外观,机器必须能够射出的足够快,来获得塑料富集 的表面。如果机器的射出速度不够,那产品就会有玻纤浮在表面。图 32.2 是机器实际射出速度和设定速度的测试结 果,一个速度线性很差的实验输出。
机器能够生产出不浮纤的产品的第二个关键是,机器的压力能力。如果机器不能够提供足够的射出压力,那射出速 度设定的多高并不重要,因为机器也不会达到这个射出速度。注塑机的射出压力越高,它就能保证塑料熔体以高的 充填速度流动的更远。
案例分析:机器能力不足导致的产品浮纤
这个例子里,一个 33%玻纤填充的产品,在模厂打样的机器和厂内的机器不同,机器的射出速度都设定为 150mm/s 。模厂的机器可以达到 150mm/s,但是厂内的机器实际上只能达到 125mm/s。在模厂生产的样品,外观是良好可接受的;但是厂内的机器生产的产品表面有浮纤问题。射出速度线性调查发现,厂内的机器在 125mm/s 以上就变得平坦,不再上升,不管怎么设定,机器就是不能达到实际值。
这也是为什么说,工艺应该建立在能力最低的机器上。如果建立标准工艺的机器比其他的机器能力更高,那这个工艺没有办法在其他的机器上再现。这也是为什么要测试车间内的机器性能的原因。
32.3.3.2 机器问题:机器性能
参考第 8 章机器性能细节。
32.3.4 原料问题引起的浮纤 原料方面要注意的是:
含水率
粘度增加
玻纤含量
32.3.4.1 原料问题:含水率
有的情况下,原料的含水率会对产品的浮纤类型的外观质量有很大的影响;这在处理尼龙类或聚酯类的原料时,特别容易出问题,因为这 2 类材料都会因为原料里的水分而发生明显的水解。如果材料的含水率在允许范围的高侧, 那材料的粘度会相对较低,这意味着塑料相对流动容易,可以帮助更容易的把玻纤埋起来。
特别要注意的地方是,夏天开发的工艺和冬天开发的工艺的不同。如果尼龙料的工艺是夏天开发确认的,那它的含 水率可能在高侧(比如 0.2%),材料的粘度会因为有一定的水解而降低。这种情况下的产品表面会比含水率偏低的 (比如 0.01%)好看的多。在夏天建立标准工艺时记住这点,让材料多烘干一段时间来降低含水率(和冬天的一致), 是保证冬天也能生产出合格产品的好主意。
注塑厂的一个挑战就是要面对环境条件的变化,车间有空调开保证恒定的温度当然是最好的,但很多工厂并没有这 个奢侈条件。因为夏天和冬天的天气会对注塑工艺造成很大的影响,在工艺开发阶段尽可能的补偿—-可能的季节变 动影响,是非常重要的。这也是为什么尼龙料有很大的烘干时间范围,夏天饱和吸水的原料,可能需要 12 小时的 烘干时间,才能达到冬天 2 小时烘干的效果。
烘干更多的信息请参考第 9 章。
32.3.4.2 原料问题:粘度增加
如果不同批次的来料,粘度发生变化,那塑料的流动能力就会受影响。如果使用的原料是“变动较大的”,那原料 本身就会有明显的粘度变化,影响到注塑工艺的稳定。“变动较大”的原料,批次和批次之间自然有较大的变动。 如果问题看上去是原料批次变化造成的,那最好有其他批次的原料,来确认一下是不是原料的问题。有的时候,注 塑工艺会和原料的熔融指数 MFI 有很大的关联。
32.3.4.2 原料问题:玻纤含量
如果来料的玻纤含量发生变动,那产品的外观也可能会变化。当原料里的玻纤含量增加,玻纤浮现在产品表面的几 率也会增加。玻纤含量的增加也会导致原料粘度的增加,这也会增加玻纤浮现的几率。
使用玻纤时还有其他的因素要注意,比如集束剂—–帮助湿润玻纤的表面、更好的和塑料结合。这个集束剂经常含 有硅烷偶联剂,来帮助塑料和玻纤的粘合。如果玻纤没有被塑料包裹,它就会浮现在产品表面。
案例分析:玻纤
这个例子里,33%玻纤填充的 PA6 用在多个产品上。这个材料一直很好用,生产的产品也一直没有问题。当新批次的原料到厂并加到注塑机上后,产品的外观马上就发生了变化。产品现在有浮纤非常严重的外观,看上去糟透了。
根据 4M 检查表检查工艺参数,包括含水率,并没有任何超差。
新批次的原料在新模具上试模也发生相同的问题。
原料供应商马上叫过来一起检讨问题。原料供应商没有保留的说,这个批次的原料使用了新的玻纤供应商。调查显示,这次的玻璃纤维有集束剂的问题,使得尼龙没办法浸润并粘合玻纤的表面。
原料供应商马上又加工了一批原料并快速送过来,当新原料加上机器后,问题消失了。有问题的原料退回了供应商。
设计人员在更改原料的玻纤含量时,咨询工艺人员的意见也很重要。如果没有理由的切换到玻纤含量更高的原料, 工艺人员就要在注塑机旁边瞎忙。有的时候设计人员想要切换到更高的玻纤含量、短纤切换成长纤,想要产品的刚 性更好;他们要知道的是,这样的切换不是没有成本的,产品的外观常常需要作出妥协。