第 33 章:光泽差异(Gloss variation)
33.1 定义
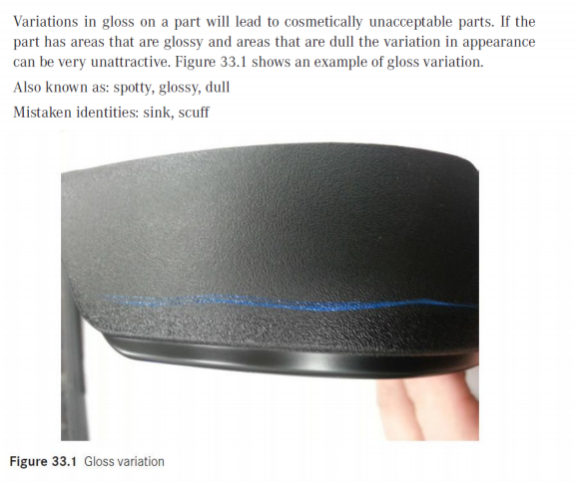
产品上的光泽变化或导致产品外观不可接受,产品上有的位置发亮(光泽高)有的位置发暗(光泽低),肯定不会 讨人喜欢。图 33.1 是光泽差异的例子。
也称作:暗淡,发暗
错误的分类:缩水,刮伤
33.2 光泽差异的可能原因4M 表
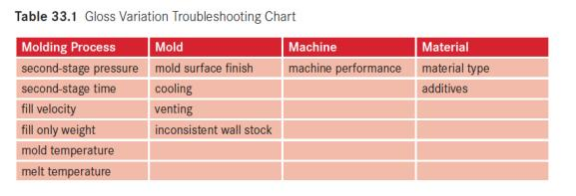
| 注塑工艺 | 模具 | 机器 | |
| 保压压力 | 模具表面处理 | 机器性能 | 原料类型 |
| 保压时间 | 冷却 | 添加剂 | |
| 射出速度 | 排气 | ||
| 射出重量 | 壁厚变化 | ||
| 模温 | |||
| 料温 |
33.3 光泽差异的问题解决
产品的光泽由模具的表面处理决定,比如,抛光的还是纹理的,以及塑料复制模具表面的程度。光泽差异问题处理 的第一步,就是确认模具的表面细节有没有被复制出来。例如,模面如果是喷砂处理的,那产品就是哑光的,不管 工艺怎么变化。
另一个要注意的是,产品的光泽度在两个极端(最高和最低)都会让表面划伤和麻点等缺陷更容易察觉。有时光泽 度 2.5 和 3.5 这么小的差别,都会导致产品对注塑缺陷和作业擦伤等缺陷的遮盖能力大不相同。特别低的光泽度比 如 2.5 ,会让生产外观漂亮的产品变得更困难。
很多时候所谓的光泽差异,其实是“透视”缺陷(内部壁厚变化位置的保缩和缩水差异,导致的外观光泽变化)。
33.3.1 注塑工艺问题引起的光泽差异
常见的引起产品光泽差异的工艺问题有:
保压压力
保压时间
射出速度
射出重量
模温
料温
33.3.1.1 注塑工艺问题:保压压力
对产品光泽影响最大的工艺参数就是作用在模腔的塑料压力。如果没有充分的压力作用在塑料上,塑料就没办法很 好的复制模具的表面。这个原则适用于高光的、纹理的、喷砂的表面处理。想象一下产品的表面和模具的表面:塑 料被被保缩压力压入模具表面的每一个微小细节了吗?
用放大镜检查产品的表面,可以看到一系列的抛光摩擦痕迹(抛光面),或一系列的波峰波谷(纹面)。要充分的复 制模具的这些表面细节,必须对塑料加压到一定的程度。如果压力不够高,产品的表面就没办法完全反应模具的细 节。
模腔里的压力差异也会影响产品上的光泽差异。压力低的区域,没有很好的复制模具的表面,和压力高的区域肯定 会有一定的光泽差异。这通常会表现为,靠浇口区域和充填末端的明显差异。也要注意最早充填,在模腔开始保缩 前就冻结的区域。
注塑成型的一个挑战就是,将模腔内的压力分布差异最小化。降低模腔内压力损失的一些关键措施包括,尽量快的 射出充填,避免射出阶段的粘度变动。合理的浇口布局,也是确保压力损失最小的关键。通过模流分析软件来确定 浇口位置和数量,是非常有价值的。
在处理光泽差异问题时,检查保压压力是不是设定在正确的数值。也要检查喷嘴和喷嘴尖用的是否正确,混炼射嘴 会产生很大的压力损失,导致模腔压力不足。
模腔压力传感器可以提供非常有用的模腔实际压力数据,如果浇口附近和充填末端都有压力传感器,那模腔里发生 了什么的精确数据,就很容易的获得。
33.3.1.2 注塑工艺问题:保压时间
保压时间不够长,来保证浇口封闭,会导致浇口附近区域的光泽发亮。如果塑料没有被关闭在模腔里直到浇口封闭, 那浇口区域就会有降压回流发生。浇口的塑料回流会造成浇口附近的模腔压力很低,光泽和其他区域有明显差别。
确认保压时间是否和标准工艺参数一致。在参数的开发阶段,应该执行浇口封闭实验来确定合适的保压时间。如果 之前并没有执行浇口封闭实验,那么现在做一个。
33.3.1.3 注塑工艺问题:射出速度
通常来说,高的射出速度,压力损失较小,会有更好的模面复制效果。高的射出速度倾向于产品的表面光泽更高, 而慢的射出速度产品的表面更哑( 译者注:这应该是指抛光的表面,纹面的效果应该是相反的)。射出速度高能让 模腔的压力分布更均匀。
确认实际射出时间是否和标准工艺一致。射出速度的设定不一定要一样,但是实际射出时间必须要一样。如果实际射出时间和射出重量是和标准参数一致的,就确保了模腔充填速率是一样的。
33.3.1.4 注塑工艺问题:射出重量
如果射出重量太轻,转压切换的太早,那转压的位置可能就形成明显的光泽差异。过早转压会使得充填末端的表面, 看起来和其他位置差别很大。
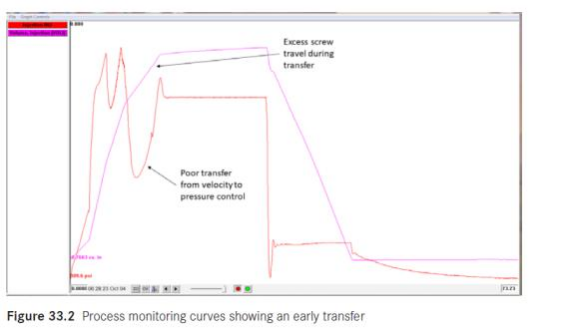
检查射出重量,确保模腔在充填阶段是 95%~98%满的。如果重量太轻,那就调整转压位置来保证足够的射出重量。 小心太早转压会造成保压压力建立的迟滞。图 33.2 展示的工艺监控系统的监视数据,工艺是过早转压的。可以看到 转压后螺杆还前进了相当大的距离。当螺杆继续前进时,机器想要建立起所要求的保压压力,但是花了几秒的时间 才实现。过早切换会造成很多问题,光泽差异是其中一个常被忽视的。
33.3.1.5 注塑工艺问题:模温
低的模温,会使产品表面的光泽变低,而高的模温使产品的光泽变高(这里指的也是亮面)。当然,模温也是另一 个影响塑料复制模具表面细节的因素,高的模温能更好的复制模具的表面。
现在,有模具快速加热和冷却系统,来帮助改善塑料对模具表面的复制。额外的热源施加于模具的表面,让模具的 表面迅速升温,这样塑料能够更好的贴住模具的表面。使用快速加热和冷却系统能够用镜面模具生产出高光泽的产 品表面。如果模具表面是有纹理的,那产品的光泽会非常低。
有时模具太高会导致产品表面出现水波纹一样的缺陷。模具的高温使得塑料收缩而塌陷,和模具的表面分离,这种 缺陷也叫做“热缩印”。降低模温或增加保压压力通常可以改善这个问题。
33.3.1.1 注塑工艺问题:料温
当使用低的料温成型时,模腔内的压力损失会增加。随着压力损失的增加,光泽的差异也常常跟踪出现。如果模腔 没有均匀的加压,那么光泽差异就很可能会出现。
确认实际料温和标准工艺是否一致。如果料温不对,请确认以下项目:
炮筒温度的设定值和实际值
背压
螺杆转速
33.3.2 模具问题引起的光泽差异
一个影响产品光泽水平的最大因素,就是模具本身。模具方面会影响产品光泽的有:
模具表面处理/纹理
冷却
排气
壁厚不均匀
33.3.2.1 模具问题:表面处理/纹理
对产品光泽影响最大的因素,就是模具的表面处理。喷砂的模具表面不可能生产出钢琴黑的高光产品,不管你工艺 怎么改善。
注塑模具的表面处理主要有:
抛光(镜面)
纹理(皮纹面,火花纹)
喷砂
这 3 种表面处理里也可以细分为各种不同的等级,会影响到产品的外观。比如,抛光的表面可以有不同的抛光等级, 有不同的光泽。
如果产品上有光泽不均匀的问题,产品光泽变化对应的模具区域,要检查一遍。要有效的检查模具表面,经常需要 强光照明,避免模具表面的阴影。很多时候一检查模具,皮纹的磨损或模垢就可以发现。有时彻底的清理模具表面 可以消除光泽变化的缺陷,而有的时候模具表面需要重新加工处理(抛光,喷砂或皮纹)。检查模具表面,可以避 免很多问题处理时间的浪费,如果光泽问题是因为模具导致的,工艺参数的调整没办法解决它。模具表面的模垢生 成也会是一个问题(图 33.3)
案例分析:抛光面的积垢
这个例子里,生产的是木屑填充的 PP 材料。模具表面抛光到 SPI A3 的程度,正常使用普通的 PP 料生产时,产品是黑色的光泽很好的外观。生产一段时间后,收到一个特殊的订单,需要用木屑填充的 PP 生产;订单也正常交付了。然而,当模具切换回黑色的普通 PP 料生产时,高光的产品表面变成不规则的发暗表面。检查模具表面发现,模具表面有很大面积的模垢,钢材因为木屑 PP 料的分解气变得发黑发暗。在使用抛光膏几个小时的抛光后,模具又可以生产出正常光泽的产品。
当模具表面是皮纹处理时,皮纹上常常会有次级的细微纹路或者是喷砂形成的额外波峰波谷,这些细微特征都需要 塑料能够紧贴复制。在放大镜下,这些波峰波谷可以容易观察到。图 33.4 的皮纹细节是在 200 倍的放大镜下观察到 的,注意这些波峰波谷塑料都要复制出来。
即使模具是精密抛光的,在显微镜下还是能看到抛光线路。当模具抛光到一定程度,抛光膏里的颗粒也越来越细小, 细小的抛光颗粒会擦除前一次的抛光痕迹。在显微镜下,这些细小的抛光痕迹变得明显,即使模具和产品是镜面外
观的。

33.3.2.2 模具问题:壁厚不均匀
当产品上有壁厚变化时,常常也伴随着产品外观光泽的变化。因为不同壁厚的区域,保缩和冷却速率也会不同。如 果产品不同壁厚的塑料经历的保缩和冷却条件不同,也可以预见到光泽的差异。注意这样光泽差异也常常叫做“透 视”(Read through)
如果产品的壁厚必须要变化,那不同壁厚之间要光滑过渡,而不是急剧变化(形成台阶)。壁厚的过渡,可以让光 泽差异变得不明显。
33.3.2.3 模具问题:冷却
像前面讲的那样,产品的光泽水平也受模具温度的影响。如果模具的水路布局不能够保证产品的均匀冷却,也会导 致产品表面的光泽差异。模具的高效冷却,是生产高质量产品的关键,必须在模具设计阶段就受到重视。
如果产品的光泽差异出现在特定区域,检查模具的设计,这个区域是否有充分的冷却。产品的热成像照片,能够帮助突显出冷却不足的区域。表面温度计也可以用来检查模具表面温度,查看是否有热量聚集的区域。
如果模具的某个区域比其他位置热,确认一下原因是什么;很可能是因为这个区域没有冷却水路,或者是水路堵塞, 或者是接水错误。工艺参数设定的重要一步,就是确保模具的冷却,是每次生产都是一模一样的。每付模具必须有 专门的水路图;这个水路图可以是水路的设计图,也可以是照片,但是合理的水路接法一旦确定,就要保证每次上 模时得到执行。在水路图上也要记录下进水和出水的温度,水流量和实际模具温度。有了这些基础数据,冷却相关的问题解决,通过对比基础数据,会轻松的多。
33.3.2.4 模具问题:排气
模具的困气区域,会比其他位置更难充填。因为这个问题,困气位置的塑料可能不像其他位置那样,可以很好的和 模具表面紧密接触。困气也会影响塑料保缩这个区域的能力。
确认模具是干净的,排气是开通的。困气导致光泽不良的区域,可能需要增加额外的排气来改善产品的外观。排气 不足也会导致模垢在模面上生成,进而影响产品的光泽度。
参考第 7 章的排气细节。
33.3.3 机器问题引起的光泽变化
机器方面会引起产品光泽变化的,常常是机器的性能问题,具体参考第 8 章。
33.3.4 原料问题引起的光泽变化
一些原料相关的会引起光泽问题的有:
原料类型
添加剂
33.3.4.1 原料问题:原料类型
通常来说,有的原料会相对其他原料生产出光泽更高的产品。实际上,在汽车行业的注塑产品上,很多产品是要光 泽越低越好。一个例子是低光泽 ABS 和高光泽 ABS,每一种都有自己独特的配方,来提供特殊的视觉效果。确保是 根据产品光泽度的要求,选择的是正确的原料。
通常,橡胶改性的原料如 ABS,TPO,ASA,产品外观相对较暗淡;而 PC 或 PMMA 原料的产品,光泽度较高。注意, 同样的原料,有的供应商会有低光泽和高光泽的牌号,用于特定的场合。所以要确认所用的原料是不是特殊的牌号, 网上快速的检索,通常会知道原料到底是不是高光泽的。
也要注意,尝试用低光泽的原料在高抛光的模具里生产,可能会导致一系列的外观缺陷。最初的原料选择,要和想 要的产品光泽度匹配,以及其他的性能特征。
33.3.4.1 原料问题:添加剂
很多添加剂会影响到产品能否达到高光效果的能力。填充剂如矿粉或碳酸钙,会使产品的表面发暗;而高比例的玻 纤填充,当然也会影响产品的表面光泽。还有像上面讲的,橡胶改性,也会降低产品的光泽度。
像上面的案例里讲的,使用木屑填充的原料,会对产品和模具的光泽度产生很大影响。要知道原料里是什么添加剂, 也要清楚的知道,纯料和有添加剂的原料,生产出的产品效果会不一样。阻燃剂和增韧剂会产生分解气,导致模具 表面模垢的生成。玻纤增强的原料会侵蚀模具表面的纹理,使得产品的光泽会随着生产时间而变化。
确认使用的原料和添加剂是正确的。
案例分析:原料对产品光泽的影响
在这个例子里,产品是用黑色的 TPO 生产的。在生产的过程中,员工注意到产品的光泽好像发生变化。对比首件发现,现在生产的产品,和首件比有非常明显的光泽差异。调查显示,一箱错误的原料(也是 TPO)放在机器的旁边,没有人确认到。当原先箱子里的原料用完,错误的原料加上去继续生产;这个错误的原料的添加剂不同,导致产品的光泽发生变化。
当原料拉到机器旁边之前,总是要确认,是不是正确的原料。