-
注塑工技术等级
-
注塑设备
-
注塑工艺
-
质量缺陷
- 第 42章:银纹、拉伤、喷纹(Spray)
- 第 30章:飞边(Flash)
- 第 44章:拉丝(Stringer、stringing)
- 第 15章:黑点或褐色点(Black speck)
- 瓶坯注口处缺陷对照
- PET瓶坯注塑缺陷列表
- 第 16章:浇口气痕、白化(Blush)
- 第 17章:棕色条纹(Brown streak)、焦黄
- 第 19 章:表面粗糙,透明度差,积垢(Buildup)
- 第 20 章:烧焦(Burn)
- 第 21 章:白雾、发雾(Cloudiness)
- 第 22 章:色花、色流(Color swirl)
- 第 23 章:污染(Contamination)、异物
- 第 24 章:开裂(Crack)
- 第 25 章:分层(Delamination)
- 第 26 章:尺寸问题(Dimension)
- 第 27 章:周期过长(Excessive cycle time)
- 第 28 章:射出压力高(High fill pressure)
- 第 29 章:料屑(Flaking)
- 第 31 章:流痕(Flow line)
- 第 32 章:浮纤(Glass fibers on surface)
- 第 33 章:光泽差异(Gloss variation)
- 第 34 章:喷射(Jetting)
- 第 35 章:脱模故障、粘前模(Part sticking on cover)
- 第 36 章:产品粘后模(Part stick on the ejector side)、顶出故障
- 第 37 章:顶高(Pin Push)、顶白
- 第 38 章:透视(Read through)透痕/透印
- 第 39 章:刮伤(Scuff and scratch)
- 第 40 章:缺胶(Short shot)
- 第 41 章:缩水(Sink mark),凹陷
- 第 42 章:喷纹(Spray)
- 第 43 章:粘料头(Sprue stick)
- 第 45 章:空洞(Void)、真空泡
- 第 47 章:熔接线(Weld line)
- 第 18章:气泡(Bubble)
- 第 46 章:变形(Warpage)
- 气泡与困气优化操作指导手册
- 第40章:缺料、缺胶、短射(Short shot)
- Show Remaining Articles (23) 折叠文章
-
问题解决
-
- 注料不均匀Uneven Filling
- 脱模板阻塞或粘住Stripper Plate Jams or Sticks
- 模芯粘料Sticking on Core
- 模腔粘料Sticking In Cavity
- 产品中存在斜面 / 银色条纹
- 启动慢Slow Startup
- 换色速度慢Slow Color Change
- 螺杆未返回Screw Does Not Return
- 原料泄露Resin Leakage
- 浇道中的原料不熔化Resin in Sprue Will Not Melt
- 瓶胚没有传输Preform Does Not Transfer
- 电眼传感器未检测到瓶胚
- 注料困难Hard or Difficult Filling
- 浇口拉丝 / 漏料或明显的浇口痕
- 浇口未启动Gate Fails to Start Up
- 浇口冻结Freezing of Gates
- 浇口漏料Drool at Sprue
- 模芯移动或壁厚不均Core Shift or Uneven Wall Thickness
- 浇口或产品上有燃烧痕迹Burn Mark at Gate or on Product
- 浇口周围呈现红色Blush Around the Gate
- 热流道中发生空气泄漏Air Leak in the Hot Runner
- 第 16章:浇口气痕、白化(Blush)
- Show Remaining Articles (7) 折叠文章
-
-
参考资料
-
企业文化
-
精益生产
-
- 柔性生产
- 制造企业绩效体系
- 日常管理数据监控
- 产供销协同机制
- 计划机制优化流程
- 提升排程准确率的方法
- 成组技术排程
- 平准化排程
- 负荷评估与排程优化
- 紧迫系数及最小工序宽裕时间
- 订单处理的原则
- 物料仓储管理
- 物流系统的功能要素及目标
- VMI(Vendor Managed Inventory,供应商管理库存)
- 库存监控报表
- 物料分类管理方法
- 常备性物料需求计划和专用性物料需求计划
- PMC(生产与物料控制)物料需求保障
- 生产计划体系与流程
- 产品生产与交付模式
- 主生产计划基本架构
- 需求预测方法
- 商业周期与产品周期
- 牛鞭效应(Bullwhip Effect)的原因与减轻
- 产销计划的难点与重点
- MPS主生产计划(Master Production Schedule)
- PMC(Production and Material Control,生产与物料控制)
- 柔性生产计划运营与改善
- 瓶颈工序排程
- 瓶坯注塑工厂如何实施柔性生产?
- 现有瓶坯注塑工厂如何应对小批量多品种生产?
- Show Remaining Articles (16) 折叠文章
-
管理学
-
质量管理
-
工作工具
-
图书推荐
-
技术人员培训
-
思维导图
-
测试练习
第 34 章:喷射(Jetting)
Steve Brammer,Randy Kerkstra,GEMINI & CHATGPT
34.1 定义
喷射缺陷是塑料进入模腔后,没有形成稳定的充填前端,而呈细流喷射状。这个塑料细流会在模腔里一直推进,直 到碰到什么东西,后面充填的塑料有把这个塑料细流包裹起来。参考图 34.1 和图34.2。注意喷射会产生类似于浇口 气痕或喷纹的外观缺陷。
也称作:拉伤,蚯蚓痕
错误的分类:喷纹,浇口气痕


34.2 喷射问题的可能原因4M 表
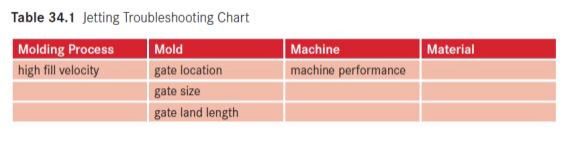
| 注塑工艺 | 模具 | 机器 | 原料 |
| 射出速度高 | 浇口位置 | 机器性能 | |
| 浇口尺寸 | |||
| 浇口长度 |
34.3 喷射的问题解决
喷射是一种和塑料怎样通过浇口的相关缺陷。塑料进入模腔后,没有粘附到模具表面,而是不受控制的喷射。料流 在模腔里蛇形前进,在产品上留下虫子一样的外观,并且和产品其他位置有光泽差异。
34.3.1 注塑工艺问题引起的喷射
喷射通常和模具的关系更大,而不是工艺。当然射出速度也是会影响喷射的一个工艺变量。进行短射实验是确定产 品缺陷是不是喷射引起的重要步骤;有时产品上看起来像喷纹或浇口气痕的缺陷,实际上喷射造成的。
34.3.1.1 注塑工艺问题:射出速度高
射出阶段的速度过高,会影响塑料熔体进入模腔的行为。如果射出速度过快,塑料熔体可能不会粘附在模腔壁上, 而是在模腔内形成喷射。
降低射出速度通常可以改善喷射问题。尽管放慢射出速度可以改善产品外观上喷射缺陷,要记住的是,周期时间会 拉长,导致产品的生产成本会升高。如果能从模具上解决问题,而不是用工艺去弥补,总是更好的做法。图 34.3 是模流分析里演示的常见的熔体通过浇口的情况。射出速度的多段设定,可以让塑料慢速通过浇口,形成稳定的充 填前端后,再增加射出速度;这样做会让工艺变得复杂,但如果没有其他办法,也只能这么做。
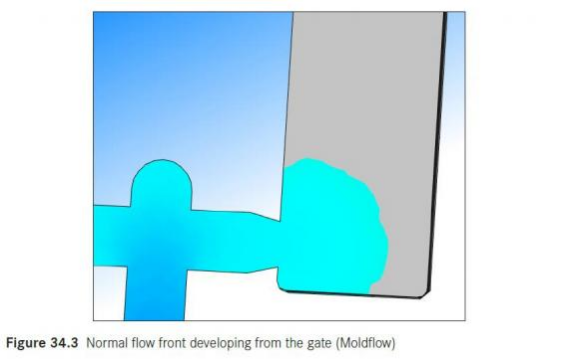
当塑料熔体进入模腔后,流动前端的发展是非常重要的。短射能帮助我们确认,熔体流动前端是不是合理的;注意 查看有无不稳定的或不正常的流动形态。因为喷射的料流相互折叠,空气会困在里面,会在喷射的位置有类似喷纹 的外观。
34.3.2 模具问题引起的喷射
大部分的喷射缺陷是模具设计问题导致的,模具相关的因素有:
浇口位置
浇口尺寸
浇口长度
34.3.2.1 模具问题:浇口位置
在考虑喷射问题的一个关键就是浇口的位置。浇口布局的一个重要注意点就是,不要把浇口放在产品壁厚的中间(侧 浇,潜浇)。如果浇口在产品壁厚的中间,那塑料通过浇口进入模腔时,就不大会粘附着模具壁形成稳定的充填前 端,很可能出现喷射。浇口要么靠着前模的模壁,要么靠着后模的模壁。
最理想的情况是,浇口的布局让熔体进入模腔后,会碰到什么东西(比如模芯)或模腔壁。如果熔体进入模腔后什 么都碰不到,一个小技巧是增加一个顶针或镶针;这个顶针或镶针之类的特征,通常要有产品壁厚一半或更多的高 度。这样做的时候要小心,因为这个壁厚的变化,可能会产生“透视”的缺陷。
34.3.2.1 模具问题:浇口尺寸
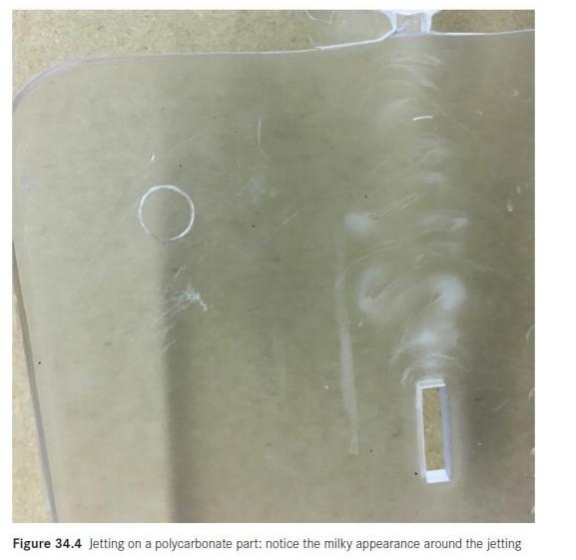
浇口的厚度不恰当会导致喷射。通常是薄的浇口厚度会导致喷射,然而,有时薄而宽的浇口可以解决喷射问题。所 以保持头脑开放很重要。图 34.4 是又薄又长的浇口导致喷射的例子。
如果产品有喷射问题,而浇口又特别薄,试着慢慢增加浇口厚度,查看喷射问题是否有所改善。当浇口厚度增加, 浇口封闭时间也会增加,这可能会导致周期时间的增加并增加产品的生产成本。下面的案例就说明,问题处理人员 要用开放的头脑来对待浇口的尺寸问题,不要假设厚的浇口就一定能改善喷射问题。
案例分析:浇口减薄
这是一个让人大开眼界的例子。通常,薄的浇口会更容易出现喷射,在这个例子里,恰恰相反。这个 PP 材料的产品,最初是 2.8mm 直径的牛角浇口,产品有喷射和浇口拉凹的问题。为了确认浇口尺寸对产品问题的影响,浇口尺寸更改为 1.2*2.8mm。这个变的更薄的长方形浇口消除了喷射问题,但是浇口拉凹的问题还在。浇口又被改成0.6*2.8mm,这次 2 个问题都解决了。浇口厚度从 1.2mm 减到 0.6mm,射出压力从 70Mpa 增加到 90Mpa。更薄的浇口在这里反而是改善了注塑工艺。
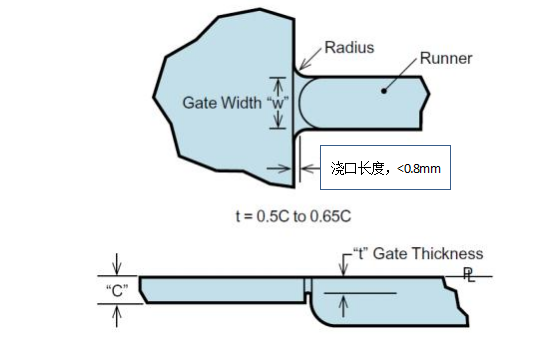
34.3.2.3 模具问题:浇口长度
浇口长度是指,在浇口这个厚度上的实际距离。这个就是流道或浇口特征正式变成浇口厚度的开始位置,和模腔之 间的距离。
浇口长度过长,容易导致喷射的发生。浇口长度越长,塑料进入模腔受到的限制也越大,塑料在进入模腔前建立的 压力也越大,导致塑料进入模腔后发生喷涌。典型的浇口长度应控制在 0.8mm 以内。
如果浇口的长度太大,让模修人员降低浇口长度。这可能会改善喷射以及其他浇口限制引起的问题。
34.3. 3 机器问题引起的喷射
通常来说,喷射和机器没什么关系。当然,如果机器不能正常动作,喷射也会发生(比如射出速度不受控制)
34.3.4 原料问题引起的喷射
如果浇口设计的错误,或者是工艺参数设定的不对,不管什么材料都会有喷射发生。