第 35 章:脱模故障、粘前模(Part sticking on cover)
Steve Brammer,Randy Kerkstra,GEMINI & CHATGPT
35.1 定义
产品可能会粘在定模侧或动模侧。取决于产品粘在哪一边,解决的方法也不相同。
取坯故障、二次注塑
35.2 粘前模问题的可能原因4M 表
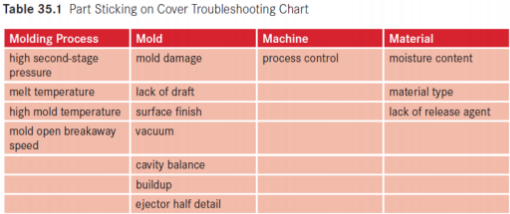
| 注塑工艺 | 模具 | 机器 | 原料 |
| 保压压力大 | 模具损坏 | 工艺控制 | 含水率 |
| 料温 | 拔模不够 | 原料类型 | |
| 模温高 | 表面处理 | 缺少脱模剂 | |
| 前后模分开速度 | 真空 | ||
| 模腔平衡 | |||
| 模垢 | |||
| 顶出侧的结构 |
35.3 粘前模的问题解决
产品有时会完全粘在前模;有的时候粘前模造成产品拉起,产品还是留在顶出侧。通常,产品粘前模的情况下,开 模时会有开裂的噪声。如果怀疑产品粘前模,在产品顶出前切到手动,检查产品有没有被拉起的区域;产品粘前模 会把产品从后模侧拉起。
35.3.1 注塑工艺问题引起的粘前模
有些注塑工艺条件会导致产品粘前模:
保压压力大
料温高
模温过低或过高
前后模分开速度
35.3.1.1 注塑工艺问题:保压压力大
产品粘前模,常常是模腔压力过大的指标。如果模腔压力过大,产品不会有足够的收缩从前面分离,抱住后模。保 压压力大会导致模腔塑料过保缩,塑料和前模细小特征的贴合太好;前模有细小特征的(如皮纹)产品会容易发生 过保缩粘前模。
对比保压压力设定和标准工艺参数,根据标准调整保压压力。在检讨保压压力时,指的都是塑料压力,也就是要算 上每台机不同的增强比。
译者注:保压压力过大,有可能会造成产品在冷却完要打开模具时,模腔压力还没有完全下降到零,模具在打开的瞬间,塑料会释放压力轻微膨胀,造成粘模。
35.3.1.2 注塑工艺问题:料温高
如果实际料温偏高,会导致产品粘前模。料温偏高造成粘模的原因有:
1. 高料温下塑料更容易降解,这会导致塑料容易粘模
2. 料温高会导致压力损失更小,这使得模腔压力上升。这产生的效果和保压压力大是一样的。
检测实际料温,是否在原料厂家的推荐范围内。如果实际料温偏高,确认以下设定是否正确:
炮筒温度
背压
螺杆转速
35.3.1.3 注塑工艺问题:模具温度
模具的实际温度出错会导致产品粘模。如果模具温度太高,塑料可能没有有效的收缩,并和前模特征分开。模温高 也会导致模具里的压力损失降低,使得有效的模腔压力上升,可能导致产品过保缩而粘前模。通常情况下,如果模 温过低的话,粘模问题会发生在顶针侧。
有的模具,可能是因为冷却能力不足造成产品粘模的,必须要改善模具的冷却能力。
35.3.1.4 注塑工艺问题:前后模分开速度
如果前后模分开的速度非常快,那产品粘前模的可能性就会增加。有的时候产品和模具之间贴的很死,形成了真空, 慢的开模速度可以帮助打破真空。开模速度太快,也可能造成产品斜在局部特征里—-比如螺丝柱,导致产品粘前模。
如果产品粘前模,试着降低开模速度,检查粘模问题有无改善。如果粘模问题确实有改善,使用 STOP 方法,找出 粘模的真正原因—也可能是前模有倒扣存在,并从源头上解决问题。放慢开模速度可能只是用工艺来弥补模具方面 的问题。
35.3.2 模具问题引起的粘前模
模具有很多潜在的原因会导致产品粘模,包括:
模具损坏
拔模不够
表面处理
真空
模腔平衡
模垢
顶出侧的结构
35.3.2.1 模具问题:模具损坏
模具分型面或模腔的任何损坏都可能导致粘模问题,任何会产生倒扣的损坏都会阻碍产品和模具分开脱模。
检查模腔有无任何凹痕、划痕、敲痕之类的损坏,同时也用手感觉一下分型面有没有毛刺、卷边等倒扣。如果有发 现模具破损,那模具必须要维修好来改善粘模问题。
这也是为什么不能在模具里使用铁质工具的原因,要避免无意中损坏模具。所以有粘模问题发生时,要使用黄铜或 紫铜材质的工具来移除粘模的产品。要注意的是,即使是软质的黄铜工具,也会损伤模腔表面。在将粘模产品从模 具里取出时,一定要特别的小心。
35.3.2.2 模具问题:拔模不够
注塑产品要有足够的拔模角度让产品可以从模具里脱出。因为拔模角度的存在,塑料可以和模具壁快速分离。如果产品的局部需要零度拔模,那塑料会在整个脱模高度上都和模具保持接触。没有拔模角度的话,唯一能让塑料和模具表面自由分离的东西只有缩水。
成型产品的原料不同,需要的拔模角度也不同。粘性的材料,需要更大的拔模角度。而产品会收缩包住的地方,需 要拔模的尺寸比收缩更大。
拔模要注意一点是,产品的壁厚尺寸也会改变。深筋位需要拔模角度来帮助脱模,但筋位的底部可能变得太薄而无法充满。在产品设计阶段,就应该实行拔模分析,确保有合适的拔模角度来帮助产品脱模,通常评估拔模是否会对 产品的壁厚造成问题。
35.3.2.1 模具问题:表面处理
模具表面的纹理加深,需要的拔模角度也随之增加。因为皮纹就像一系列的小倒扣,塑料会卡在里面,必须要有足 够的拔模角让塑料脱落出来。皮纹面拔模不够,要么会导致产品粘模,要么导致皮纹面拉伤。
如果模面需要皮纹处理,那相应的拔模角度就要增加。皮纹供应商通常会对给定的皮纹样式,提供推荐的拔模角度。 常用的准则是,皮纹深度每增加 0.001in,拔模角就要增加 1 度。如果模具设计的时候没有足够的拔模角,那皮纹的 深度就要减小,否则就没办法正常生产出,没有粘模和刮伤问题的产品。
如果模具是抛光的表面,320 油石抛光可以有比较好的抛光效果,也能保证脱模。很多时候,特别是软的材料如 PP/TPE/TPU 等,抛的越光,塑料和模具之间的真空效果会越好,导致产品粘模。
35.3.2.4 模具问题:真空
在高抛光的模具里,塑料可能会和模具之间产生一个真空粘附力。这在软性的材料特别容易发生,使得这类材料的 使用,粘模是最大的问题点。
如果产品因为模具的高抛光而真空粘附,第一个选项就是评估能否降低抛光水平。有的时候模具抛的太光,超出了 产品本身的要求,所以抛光程度可以降低,粘模问题可能就解决了。第二个选项是,在非外观面的地方增加一个气 顶;气顶会让空气在产品和模具之间流动,打破真空。
搞清楚产品的抛光要求,并确定这个要求,和所用的材料是否相符。如果成型的材料是 TPU,那抛光的表面就是粘 模的最主要原因,喷砂的表面处理会让产品更容易脱模。
35.3.2.5 模具问题:模腔平衡
多腔模的充填平衡应该控制在 3%以内;如果模具的各个模腔不平衡,那每个模腔的成型工艺都不会一样。不平衡 的模腔会有不同的模腔压力,这会导致各个模腔收缩率的差异,有的模腔粘模,有的模腔不会。
进行模腔平衡实验,确定模具的模腔平衡率。如果模腔平衡率大于 3% ,调查不平衡的原因,从问题源头上解决。
35.3.2.6 模具问题:模垢
有的时候塑料分解气造成的模垢,也会导致产品粘模。模垢可能会粘住产品,甚至可能形成小倒扣。
检查模具表面是否彻底清洁干净。如果模垢是持续性的问题,那模具的排气就要改善。使用合适的模具清洗剂来去 除模垢;有的模垢可以用塑脂清洗剂去除,有的需要柑橘基的模具清洗剂,或者是 Zapox。特殊的情况,比如 TPU 材料,需要喷砂来去除模垢。
案例分析:TPU 产品粘模
这个例子里,产品使用 85 度的 TPU 生产。这个 TPU 分解时(含水率高或停留时间长)会变得非常黏。这个分解问 题的最糟糕后果是,分解形成的模垢用任何清洗剂都无法清理。要清理这个模垢,使产品不会粘模,模具要卸下来去喷砂处理。喷砂后,模具的表面恢复正常,除非有人再次将分解料打到模具里。
35.3.2.7 模具问题:顶出侧结构
如果模具的顶出侧没有足够的特征来拉住产品,那么模具前后模分开的时候,产品就容易粘到前模。合理的选择模具的 A 侧和 B 侧,是模具设计的重点,顶出侧要有足够的特征让塑料收缩包住。
如果顶出侧没有足够的特征来拉住产品,那有些技巧可以帮助改善粘模问题:
1. 顶出侧增加倒扣
2. 顶出侧增加皮纹
3. 顶出侧喷砂
4. 前模增加顶针把产品推出
35.3.3 机器问题引起的粘前模
注塑机的工艺控制能力,是产品粘模的最大关注点。机器必须能精确的控制所有的工艺设定;如果机器不能按设定 值来控制实际工艺输出,就相当于我们输入了错误的参数设定。机器必须能精确的控制温度、压力、速度等。
检查并对比机器的监控值和设定值。需要注意的地方包括,温度一直达不到或超出设定值的,保压压力不能快速上 升到设定值的。
有时机器的压力监控值和压力表的读数不相符。这种情况下应该相信哪一个?外接的压力表或压力传感器可以告诉 我们正确的压力。有可能机器的压力表或压力传感器需要更换。
35.3.4 原料问题引起的粘模
一些可能会引起粘模的潜在原料问题有:
含水率 原料类型
缺少脱模剂
35.3.4.1 原料问题:含水率
有的原料在没有烘干时成型会水解,变得容易粘模。不管成型什么吸湿性原料,确保烘干原料,含水率控制在允许范围内。
用水分分析仪检测原料的含水率,如果含水率高,延长烘干时间让原料干燥。
有时原料的水解会造成分解的原料粘在模具上,模具需要下模抛光处理。当模具在处理时,原料在继续干燥,重新 上模后粘模问题不见了;这时模具常常背锅,实际上却是延长的烘干时间解决了问题。在处理粘模问题时,先确定 原料的含水率是符合标准的,然后再决定要不要维修模具。
35.3.4.2 原料问题:原料类型
有的原料在各种情况下都容易粘模,这一类的原料如 TPU。聚酯和 PC 也是容易出现粘模问题的原料。
像上面提到的,水分是造成粘模的大问题。在原料含水率超标时,水解会发生;水解是原料分子链的断裂。像这些 容易水解的原料必须要充分的烘干,来避免粘模的发生。
结晶材料会比无定型材料收缩的更多,这使得塑料快速收缩脱离前模侧。这个收缩率的增加能帮助改善粘模问题,收缩程度通常和产品在模具里的冷却速率相关。
也要注意不同的原料对模具表面处理的反应也不一样。大多数的软胶料如 TPE 和 TPU 会因为真空效应粘在抛光的表 面,软胶料通常要喷砂的表面来改善脱模。如果产品的表面需要是抛光处理的,那可能就需要增加气顶来帮助打破真空。
35.3.4.3 原料问题:缺少脱模剂
如果选择的原料,它的添加剂里没有脱模剂,产品可能就很容易粘模。如果粘模和原料批次的切换刚好同时发生, 那就意味着可能是原料问题。
有的时候,原料供应商可以提供脱模效果提升的原料。产品设计时就要选择合适的原料,如果粘模是原料问题造成 的,应该和客户一起检查潜在的原料更换可能。
个别情况下,产品粘模问题无法改善时,我们可以测试在原料里添加硬脂酸锌。
记住,喷脱模剂来改善粘模不是解决问题的办法。在开机的时候喷一点脱模剂预防粘模发生,是常见的做法;但是 模具需要定期喷脱模剂来预防粘模的,就需要找出问题的原因并加以纠正。不管是哪种情况下使用脱模剂,要注意 是正确的牌号,有时需要可喷涂的脱模剂或食品级的脱模剂。