第 39 章:刮伤(Scuff and scratch)
Steve Brammer,Randy Kerkstra,GEMINI & CHATGPT
39.1 定义
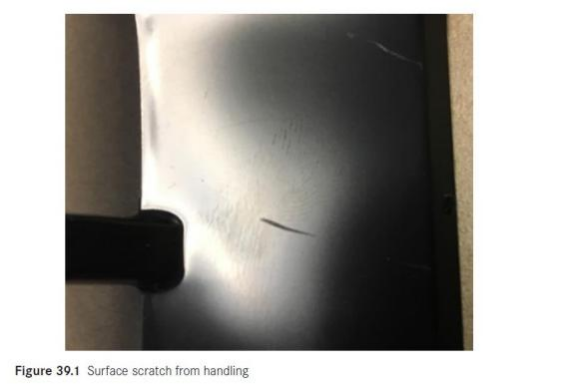
产品从模具里取出时或取出后发生的作业损伤。典型的缺陷表现形式是表面刮伤,擦伤,产品破裂,表面污染等。 图 39.1 是产品作业损伤的一个例子。
也称作:作业损坏,凹痕,擦伤
错误的分类:喷纹,污染,模具损坏
39.2 刮伤问题的可能原因4M 表
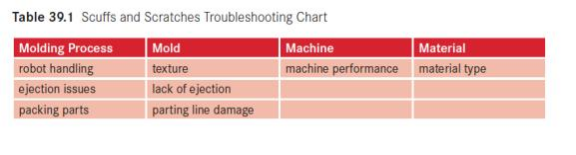
| 注塑工艺 | 模具 | 机器 | 原料 |
| 机械手作业 | 纹理 | 机器性能 | 材料类型 |
| 顶出问题 | 顶出不足 | ||
| 产品包装 | 分型面损坏 |
39.3 刮伤的问题解决
解决刮伤问题的一个关键是,正确的鉴别问题。如果刮伤的缺陷被识别为喷纹,解决问题的努力不在正确的道路上, 做的都是无用功。使用 STOP 方法是解决作业问题的关键,特别是观察这一步骤;靠近仔细的观察,任何可能损伤 产品的动作。
39.3.1 注塑工艺问题引起的刮伤
任何模具打开,产品取出,这个过程中的动作,都叫做产品的作业,包括:
机械手作业
顶出问题
产品包装
39.3.1.1 注塑工艺问题:机械手作业
使用机械手来取出产品,通常能够帮助避免产品受损。避免产品直接落入滑槽或箱子里,产品通常能得到更好的保护。
然而,机械手也会制造自己的潜在问题。一个最常见的就是,机械手治具没有调整好,机械手的某个零件碰到了产 品,造成一个刮伤或擦伤。另一个容易损伤产品的是,夹子或剪刀的位置没调整好;错位的剪刀在最糟糕的情况下 会将产品的一部分剪坏/剪掉,有时场合夹子需要增加软垫来避免夹伤产品。
观察机械手的整个动作周期,查看产品有没有碰到注塑单元的任何位置。有时产品取出横走的位置太低,产品和安 全门发生剐蹭造成产品擦伤。检查治具上的产品,是否有任何错位造成产品碰伤。观察机械手,产品是否从太高的 位置松开,造成产品摔伤,或产品在流水线上倒下或翻转,造成外观面刮伤/碰坏,参看图 39.2 的例子,产品的小 耳朵在掉落流水线时摔变形。

脏污或破损的吸盘,也会刮伤产品表面。检查取出治具的吸盘,确认是否需要更换。一个小技巧是,用记号笔在产 品上标记出吸盘的位置和形状,对比缺陷的产品,是否和吸盘的位置是否一致。
机械手取出产品时,产品还是非常热的,料头可能还是熔融的,必须要非常的小心,料头不会碰到产品,造成产品 烫伤。仔细的观察机械手的动作,接触产品的位置,怎样取出产品以及把产品放在流水线上的。可能的话,将料头 和产品分开放置,尽量避免产品被碰伤。
也注意观察机器顶出的行程,如果有人调整过顶出的行程,机械手可能会更猛的压到产品。机械手的取出位置和机 器的顶出位置要配合起来,改变其中一个,另一个也要做相应的变更。
39.3.1.2 注塑工艺问题:顶出问题
产品的一个常见取出方式是,机器把产品顶落在滑槽或流水线上,而不是机械手从模具里取出产品。当产品落到滑 槽或流水线上时,产品可能会相互撞击,造成作业损伤。通常这种脱模方式,用在非外观件的产品上。要知道的一 点是,让产品自落而不是机械手取出,可以缩短周期时间。合适的产品不用机械手取出,可能会有很好的效果。
产品从模具里直接顶出的场合,产品有时会碰到模具的其他位置,造成产品损坏。一个例子是,产品顶落时碰到了 模具导柱,在产品上留下油污。另一个例子是,产品顶出的速度太快,产品实际上碰到了模具的前模,造成产品碰伤。
如果顶出时料头还是很烫的,料头掉落时就会烫伤产品表面。这个问题的一种改善方法是,增加一个料头的取出动 作,使得产品和料头是分开掉落的。增加料头的冷却,或者是减小料头的直径,也可以帮助改善这个问题。使用单 点热嘴,是另一个选项。
在决定产品怎样从模具里取出时,要千万小心。像上面讲的,外观件的产品,可能需要机械手取出来避免碰伤。不 管产品是落入滑槽,还是机械手取出的,作业损伤的可能一定要消除。
注意产品会随着顶针回退而后退的情况,这经常会造成产品变形夹伤,特别是模具有斜顶的。如果产品不能保证在 一次顶出就完成脱模,就要评估模具上有什么可以改善。
39.3.1.3 注塑工艺问题:产品包装
要保证产品质量的稳定,包装也要包括在注塑工艺里。当产品完美的从机器传递到作业员那里,另外一系列的可能 会导致产品损伤:
作业员的戒指、手镯等损伤产品
作业员的手脏污,损伤产品
产品在作业中和工作台刮伤
产品掉落地面
产品包装的不对
产品相互堆叠
包装设计不当,无法保护产品
产品不应该是堆放的,应该是一层一层或一格一格摆放
修边的作业错误
仔细完整的观察产品离开注塑机后的作业过程,是诊断作业问题的关键步骤。经常是上述的其中一个步骤出错,造 成产品损坏。
案例分析:产品擦伤
这个例子里,问题处理的第一步是搞清楚缺陷到底是什么类型。这个 PP 的产品有着很高的报废率,报废原因都标记为喷纹。使用 STOP 方法,在“思考”这一步,指出喷纹不是纯 PP 材料的常见缺陷;使用“观察”步骤,发现标 记为喷纹的缺陷,实际上是刮伤缺陷,是作业人员操作时,产品碰到了工作台上的尖角造成的。工作台的尖角处理好之后,所谓的“喷纹”缺陷,也消失了。
在产品可能会有作业损伤的时候,重要的是确保产品是“一件流”的。当有好几个产品在工作桌上时,产品相互堆 叠或碰撞的机会就会大增。
39.3.2 模具问题造成的刮伤
模具设计的有些方面,会造成产品的刮伤:
纹理
顶出不足
分型线损坏
39.3.2.1 模具问题:纹理
当模具有纹理处理时,要确保纹理相对拔模角度来说,不要太深,不然的话,刮伤就会发生。在拔模角度不够的情 况下,产品脱模时,产品纹理的波峰会和模具发生刮擦,造成产品皮纹的损坏。
产品侧壁的纹理必须在产品的设计阶段就做好选择,因为模具必须根据皮纹的不同设计不同的拔模角度。拔模角度 的不足,会造成产品皮纹被模具刮伤。要记住的是,没 0.001in 的纹理深度增加,相应的拔模角度也要增加 1 度。
要牢记一点,产品的外观是非常低的光泽度的情况,和非常高光泽一样,表面很容易受污染或受损。光泽度略微高 一点,产品就不容易受损,外观要稳定的多。
另一个要注意的细节是,检查模具的分型面,是否有卷边。分型面卷边会造成倒扣, 导致产品脱模时拉伤或拖伤。 油石可以快速的去除分型面的卷边。要检测分型面有没有卷边,一个方法是用指甲在嫌疑位置来回轻轻刮,如果有 卷边的话,指甲会感受到。
39.3.2.2 模具问题:顶出不足
模具必须设计有足够的的顶出面积,来确保产品的顺利脱模。如果模具的顶出面积不足,产品可能就会卡在模具里。 顶出不足会导致一系列的问题,比如顶高。
模具的顶出设计,最好的方案,应该是把产品推出,而不是拖出/拉出。换句话说,顶针、丝筒、顶块等,应该尽 最大可能的布置在产品的最深的特征上。如果顶出时,顶针是把产品拖出来的,那产品的筋位/螺丝柱等深胶位的 粘模可能就会急剧增加。
另一个可能会造成产品损伤的地方,是产品会粘在斜顶或滑块上,并且在斜顶或滑块运动时跟着走。要避免这个问 题,要确保零件是根据产品的局部脱模方向来抛光的。另一个小技巧是,在邻近的顶针上,增加一个“小甜甜圈” 倒扣;“小甜甜圈”会使得产品粘在顶针上,这帮助产品不跟着斜顶活动。
顶针板的导向柱是另一个重要的,潜在可能会导致产品顶坏的地方。如果顶出板没有整体平行的往前活动,那产品 就会有因为粘模或剐蹭而损伤的风险。顶针板导向柱,可以帮助顶针板在前进时,保持整体平行的活动。
39.3.2.3 模具问题:分型线损坏
如果模具的分型线处有卷边或毛刺,那产品脱模时就会刮伤。如果产品的刮伤是固定的位置,检查模具可能会发现 真正的原因。分型线的破损,需要维修模具来消除缺陷产生。
39.3.3 机器问题引起的刮伤
如果作业损伤是机器原因导致的,那最大的可能是机器的性能问题,参考第 8 章。
39.3.4 原料问题引起的刮伤
原料相关的作业问题,最主要的是要知道,有的材料会非常容易刮伤或受污。表面硬度低的材料,更容易遭受作业 损坏。像软胶材料,即使是浇口的分离(比如潜浇,点浇等),都可能会导致产品拉变形或拉坏。