第 4 章:浇口详情
4.1 浇口
浇口是会对注塑工艺产生重要影响,又没有被充分理解和充分研究的学科。浇口孔或热嘴孔正常情况下是塑料流动 路径上截面最小的地方(所以也叫限制性浇口)。浇口会影响浇口封闭时间,压力损失,模腔平衡,以及各种浇口 缺陷如喷射、胶屑、气痕等等。当浇口需要修改时,通常是增加浇口尺寸或截面积,而不是相反。个别情况下因为 浇口高、料屑等缺陷或原料的问题,浇口厚度需要减小。浇口尺寸并没有一个通用的标准,因为牵涉到原料类型、产品壁厚、流长、产品重量等变量。在思考浇口对工艺和产品缺陷的影响时,总是要用 STOP 流程,深思熟虑。
当你减小浇口尺寸或厚度时,并不总意味着射出压力会增加。同样,加大浇口尺寸会厚度,也不总意味着射出压力 会下降。我说到这点,因为它和我们的常识并不符。
很多人一想到减小浇口厚度就自动的认为射出压力会上升。但我们发现,是浇口特征的截面积—-可以在减小浇口厚 度的时候增加宽度来保持截面积不变,是更重要的参数。有的原料甚至需要利用薄浇口的高剪切;另一方面,高玻纤填充的原料,需要流道、热嘴孔径、浇口,越大越好。
也不要光聚集浇口的截面,认为它是唯一的塑料流动限制。浇口的长度会对压力损失造成影响,且常常被忽略。浇 口的长度过长没有什么好处,只会带来问题。很多人还常常忽视了热嘴孔径这一点;在热转冷的模具里,人们在加 大冷流道和浇口尺寸的同时,忘了热嘴孔径也会有流动限制。记住,重要的是浇口或热嘴孔的截面积。
我们都知道塑料在模具里是喷泉流动的。让我们想象一下塑料在流道里是怎么喷泉流动的,当塑料以相同的体积流速经过浇口的小圆孔进入大的模腔空间又会怎样?你能怎样更改浇口的几何形状来改善流道到模腔的料流变化? 让我们在脑子里想象一下洗车的高压水枪,如果你把枪头改成小圆孔,你会看到怎样的水流?把枪头换成又扁又宽 的长方形,水流又会怎样变化?薄而宽的浇口让我们可以以短的浇口封闭时间缩短周期,又可以维持或降低压力损 失,避免浇口拉高或残留,消除喷射、料屑等缺陷。
案例分析
一个案例是 PC/ABS 原料的产品,我们要改善高浇口残留的问题。浇口是 1mm 直径的牛角浇口,我们把浇口从圆形改成 0.5*2mm 的长方形,浇口的截面积对比原设计有增加了。这样我们不光降低了浇口残留过高报废,还把实际射出压力从 100Mpa 降低到 70Mpa ,这又加大了成型窗口,因为产品之前还一直有飞边和缺胶的问题。
在另一个案例里,我们解决了 2 个问题—-喷射和浇口拉凹,一个玻纤增强 PP 的大产品。这个 750 吨机器上生产的模具几乎没有成型窗口,产品有 2 个直径 2.8mm 的牛角浇口。这里我们可以把浇口改扁但不能改宽,因为脱模角 度的问题。浇口被焊起来改到 1.3*2.8mm,我们预计射出压力会增加,因为浇口的截面变小了。
当模具改好重新上机试产时,我们发现射出压力没有加大,喷射问题改善了,但是拉浇口的问题还在。浇口拉凹是因为收缩时产品和浇口产生分离拉力,所以我们就想,如果把浇口做的更薄,那它会不会在收缩时就和产品断开, 改善拉凹的问题?因为射出压力没有增大,我们把浇口重新焊起来,缩小到 0.7*2.8mm。
这次,射出压力从 70Mpa 增加到 90Mpa,但是拉凹问题消除了,成型窗口显著改善,成千上万的报废成本节约下来。
我们还处理过 PP 原料产品的浇口高的问题,这里浇口是 1mm 直径的牛角,我们把浇口改到 0.5*2mm,浇口高的问题解决了,而射出压力没有变化。
4.2 浇口尺寸,形状,和角度
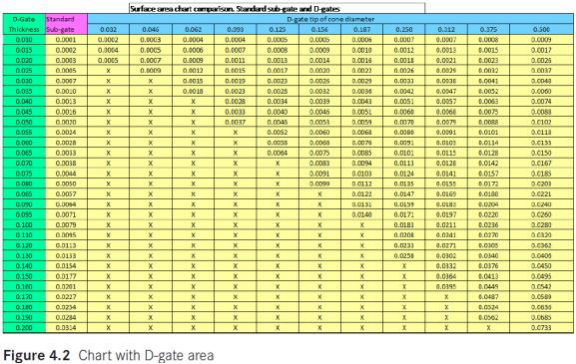
图 4.1 和图 4.2 是行业里常用的浇口形状标准。D 形潜浇口对比薄而宽的潜浇口和牛角浇口—-可以保证更清晰的浇 口切断。在一个案例里我们用这种浇口降低了 5 秒的浇口封闭时间,同样的周期时间缩短了。在 D 形的潜浇口里, 浇口角度不会对流动限制造成影响,你甚至还能潜到有角度的侧壁,有一回我们甚至在侧壁只有 3mm 高的产品用 D 形潜浇口。你可以增加锥尖的直径来增加 D 形的宽度。重要的是知道,浇口的截面积是决定性因素,总是可以用 更薄的浇口,因为你可以增加它的宽度。

案例分析:浇口的差异
这个案例是 2 腔模的产品,使用潜浇口。模腔的分布是产品按左手、右手那样镜像排位,所以模腔尺寸是完全一致的,却有明显的充填不平衡问题。我想把充的慢的那腔浇口加大,应该能改善充填不平衡问题(尽管 2 个模腔的浇口尺寸是一样的)。最终 2 个浇口的截面积相差 50%才改善了充填不平衡问题,肯定有什么地方不对。我仔细的对比 2 个浇口,终于发现浇口的角度有轻微的差别—不非常仔细的观察不会注意到。我把角度小的浇口加到和另一个一致,哇,变化是如此之大!原先慢的模腔现在变成最快了。D 形的浇口不会有这种不平衡问题,因为角度不会过渡到浇口孔。
案例分析:薄浇口
我们在一个 ABS 材料的产品用使用了 0.15mm 厚的环形浇口,因为在试验模上我们用 0.18mm 厚的浇口没有射出压力过大的问题。当我们试模时,射出压力达到了机器的峰值。不管怎样,我还是很惊讶,因为试验模没有这个问题。 浇口被增加到了 0.3mm 厚,结果射出压力并没有下降,不是浇口的原因造成了高射出压力。让我们反过来想一下:如果模具一开始是 0.3mm 厚的浇口,试模时发现压力超差,你会想着把浇口改到 0.15mm 吗? 你只会认为射出压力会更高,0.15mm 的浇口厚度变化看上去很小,但那是 50%的浇口截面变化。
浇口类型和它的几何形状,会对塑料充填的剪切速率、浇口封闭、压力损失、产品质量等产生很大影响。多数模具 设计人员和工艺人员对浇口的尺寸大小有自己的经验和想法,没有一个开放的头脑去探索浇口尺寸对产品质量和注 塑工艺的影响。
要建立浇口的标准,你要考虑原料差异、产品壁厚、流长等。典型情况下,我们会把浇口先做小,从薄而宽的浇口 做起,有问题也可以方便的改大。但是有的原料,比如玻纤增强的尼龙,我们会把浇口做的偏大,特别是产品比较 大的情况。
注塑行业的很多精力,用在测量和控制注射压力上。当然, 这是一个非常关键的参数,可以用来管控你是否得到合 格的产品。但是考虑一下塑料是怎么通过浇口的,以及它和射出压力的关系,可能会对工艺的分析非常有用。在压力足够的情况下,我们通常不会怎么关注到浇口。压力损失分析是观察浇口对工艺影响的常用手段,但是行业的标 准本身是有缺陷的,并没有考虑到浇口的作用。
案例分析:压力损失
一个产品的工艺是压力受限的,压力峰值达到 165Mpa,这已经是这台注塑机的最大压力。产品的原料是 PP,有 2个浇口,流长比特别大。压力损失分析显示,流道和浇口有 60Mpa 的压力损失,剩下的 105Mpa 都是模腔压力损失。这个特殊的 PP 牌号粘度特别高,导致了工艺参数是压力受限制的(用普通的 PP 生产,射出压力只有60Mpa)有人建议更换一台射出压力更大的注塑机。我认为加大浇口可以把压力降下来一点,但不一定能消除压力限制的问题。浇口尺寸原来是 0.5*2mm 的,我把它加大到 0.75*2mm,压力损失测试发现还是 60Mpa ,一点变化都没有,这 让我有点吃惊;我又把浇口加大到 1*2mm ,压力损失测试发现还是没有任何变化。
回头一想,我期望浇口压力损失有大的变化并没有什么逻辑,因为我只射了一点点塑料通过了浇口,不管浇口多大,我都只会看到这一小截的压力变化。然后我们试着将产品打满,让我们喜出望外的是,总的射出压力降到了 105Mpa—尽管浇口压力损失还是 60Mpa。增大浇口让更多的塑料在同一时间通过浇口,使得模腔充填更容易了。
在你选择要更小的浇口还是更大的浇口时,真的要开放思想,不能先入为主。像前面讲到的,减小浇口尺寸通常可 以消除各种浇口缺陷,在有的场合还可以缩短浇口封闭时间。
很多人倾向于关注流道的尺寸而不是浇口。尽管我们认为流道也值得关注,但根据我们的经验,99%的问题是出在 浇口和热嘴孔,而不是流道。取决于流道的长度,如果流道很短,那我都不会关心它是圆的方的,因为即使在尺寸 特别偏小的情况下,它对压力损失的贡献也很小。通常情况下,流道都是比它需要的尺寸更大,导致原料的浪费, 有时还会增加浇口封闭时间,延长了周期。
案例分析:热嘴孔限制
有个产品是尼龙加纤的原料,工艺参数是压力受限的,达到了机器的最大压力 165Mpa。压力损失实验显示,流道和浇口的压力损失很小,看上去没有什么办法可以改善这个问题。模具是 4 腔模,有 2 个热嘴,每个热嘴连接到冷流道,进胶到 2 个模腔。这个产品有很大的流长比,这从压力损失分析的模腔压力损失也可以看出。射出压力在产品充到 50%~60%满时,已经到达极限,所以没办法改善浮纤的问题。浇口尺寸是 2*3.2mm,我们把浇口尺寸加大到2*4.7mm,有点改善,但产品充到 80%左右还是达到了压力限制。
我们把关注点转移到热嘴孔上,它的尺寸是 2mm 直径,把它加大到 3.5mm,试模发现总射出压力下降到 115Mpa。同样,这次改善增加了塑料的体积流动,而不管压力损失分析的意见。这是一个让人大开眼界的事,也在注塑工业 多年来忽视浇口或热嘴孔的影响的风气中,投下一道亮光。在有的案例,我只考虑增加浇口截面,增加塑料的体积
4.3 想象一下体积流动和压力的关系
把液压油缸作为一个例子,一个 1 英寸直径的油缸有 0.785in2 的表面积,而 2 英寸直径的油缸有 3.14in2 的表面积,面积是 3 倍的增加。如果液压压力同样是 1000psi,那油缸的输出力也是 3 倍的增加;尽管这样,每英寸的压力都 是相同的 1000psi。把油缸的面积变成浇口的截面积,那浇口直径增加一倍,单位时间通过浇口进入模腔的塑料体 积和压力也同样增加了 3 倍,而实际的机器射出压力却没有变化。
让我们用实际的浇口尺寸来计算体积流量变化。0.02*0.08in 的浇口更改为 0.04*0.08in,体积流量就会有 100%的潜 在增长。而 0.05in 直径的浇口扩大到 0.1in 直径,潜在的体积流量增长至少有 250%。
最后,这种考虑浇口截面积和体积流量之间关系的重要性,主要是在产品的充填或保缩受到压力限制的场合。当前 的压力损失实验,只聚集于压力损失这一个参数,而假设它和射出压力峰值的关系是恒定的。这种想法是盲目的, 会阻碍我们了解,模具里实际上发生了什么?