第 41 章:缩水(Sink mark),凹陷
Steve Brammer,Randy Kerkstra,GEMINI & CHATGPT
41.1 定义
缩水是指,产品的表面没有和想要的那样平整(图 41.1);产品表面有实际存在的下陷。缩水和空洞经常是相关联 的,因为空洞是产品内部的缩水。
错误的分类:透视

41.2 缩水问题的可能原因4M 表
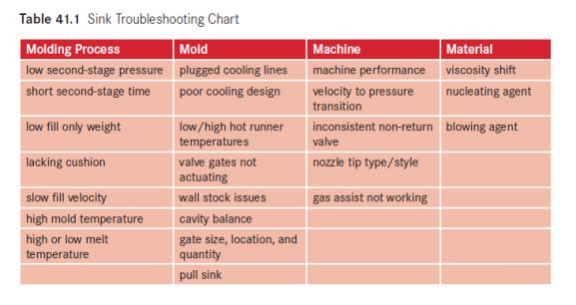
| 注塑工艺 | 模具 | 机器 | 原料 |
| 保压压力低 | 水路堵塞 | 机器性能 | 粘度变化 |
| 保压时间短 | 冷却设计不良 | 转压切换 | 成核剂 |
| 射出重量低 | 热流道温度偏低或偏高 | 止逆环动作不稳定 | 发泡剂 |
| 余料量不足 | 针阀驱动不良 | 喷嘴尖类型 | |
| 射出速度慢 | 壁厚问题 | 气辅不动作 | |
| 模温偏高 | 模腔平衡 | ||
| 料温低或料温高 | 浇口尺寸,位置,数量 | ||
| 拉凹 |
41.3 缩水的问题处理
如果是产品设计不科学造成的,缩水问题就会很难改善。因为注塑过程中,熔融的塑料在冷却的过程中会收缩,胶 位厚的地方就容易出现缩水印。在产品的设计阶段,必须遵循壁厚和筋位的比例关系的设计标准。另外,比如不要 从薄壁位置进胶这类准则也要遵从,来尽量减少缩水。如果只是让工艺人员一个人来想办法解决缩水问题,那他能 做的也是有限的,物理法则还是要发挥作用。
下面的缩水问题处理指南,是基于产品设计已经定型的情况下。
41.3.1 注塑工艺问题引起的缩水
注塑工艺方面,有很多因素会导致缩水程度增加,包括:
保压压力低
保压时间短
射出重量低
余料量不足
射出速度慢
模温偏高
料温偏高或偏低
41.3.1.1 注塑工艺问题:保压压力低
保压时注塑机施加的压力,是用来保缩模腔,补偿塑料的收缩的;必须要有足够的压力作用到模腔里,才能消除产 品的缩水。很多人根据经验来设定保压压力,但是最好的方法是,让产品的外观和尺寸来指明,怎样的压力是合适的。
确认保压压力是否和标准参数一致,也检查有没有人增加了保压段数;如果保压压力设定的不正确,机器的保压设 定应调整为和标准参数一致。
机器如果有保压速度设定的,确保保压速度要足够大,让机器能快速的达到设定的保压压力值。如果保压速度设定 的太小,机器会很难达到要求的保压压力。
检查保压压力的设定,是不是因为模具问题而故意调整的。有时产品有拉伤或顶高问题,技术员降低保压压力来改 善,这又导致产品缩水。从模具上解决这些问题,而不是用工艺参数来弥补它。
41.3.1.2 注塑工艺问题:保压时间短
模具里的模腔压力,是通过机器的保压压力来建立,并通过保压时间来维持。在多数情况下,保压时间应该设定为, 比浇口封闭时间略长一点,也就是保压持续到—-浇口已经冻结,模腔里的塑料不会随着机器保压压力的撤销而从浇口回流。
确认模具是不是在浇口封闭的情况下生产的。如果没有做过浇口封闭实验,那么花点时间去做一下;如果有做过浇 口封闭实验,对比一下保压时间有没有比浇口封闭时间略长。有必要的话,延长保压时间来确保浇口封闭。
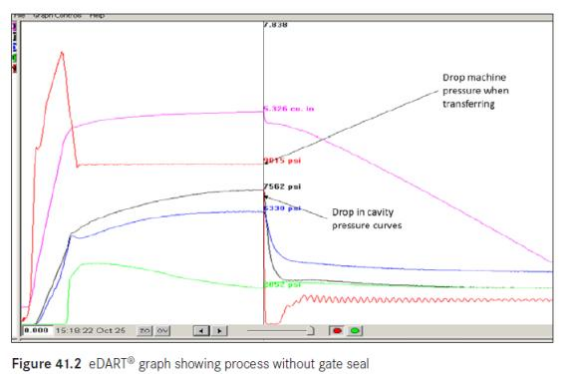
浇口没有封闭的话,会导致浇口附近的区域出现缩水缺陷;如果保压时间特别短的话,整个产品表面都会有缩水印。 如果模具装有模腔压力传感器的话,可以看到保压结束后的模腔压力突然下降。图 41.2 是 e-DART 系统监控的一周 期压力曲线,注塑工艺是没有浇口封闭的;可以看到,随着保压压力的撤除,模腔压力骤然下降(浇口处压力传感器)。
41.3.1.3 注塑工艺问题:射出重量太轻
在使用科学成型技巧时,射出阶段模腔是 95%~98%满的,每付模具的标准工艺参数上,都应该记录射出阶段重量。
要确认射出重量,保压压力和时间要设置为零,这个时候产品应该是 95%~98%满的;然后将产品称重,和标准工艺 参数表的射出重量做对比。如果射出重量太轻,调整切换位置来获得正确的射出重量。按照以下步骤:
1. 确保机器还留有足够的余料量(不小于 6mm)
2. 如果机器的料量是足够的,调整(减小)切换位置
3. 如果余料量不足,参考下一节
4. 如果是储料量不够,增加储料量
41.3.1.4 注塑工艺问题:余料量不足
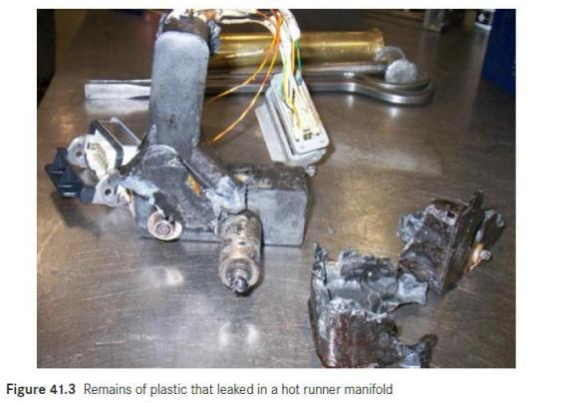
机器的压力要传递到模腔,螺杆前部一定要留有一定的余料量。余料量是重要的工艺变量,需要记录和追溯。如果生产时机器没有余料量,要确定塑料是去哪里了?可能的泄漏点有:
通过止逆环泄漏
从喷嘴和浇口套之间
从热流道里
磨损或损坏的炮筒、止逆环、喷嘴尖、浇口套等都会导致漏胶发生;热流道分流板也容易开裂并漏胶(图 41.3)(译 者注:热嘴尖处也会漏胶)。如果机器因为漏胶而没有余料量,不要一直增加储料量!!如果漏胶造成模具或机器损 坏,维修的成本和周期都不菲。在这种问题里,谁造成漏胶的,谁来清理泄漏的塑料,他会学到难忘的一课!
如果怀疑止逆环漏胶,可以检查以下事项:
确保储料完有合适的松退行程
观察螺杆在注塑前进时,会不会转动。如果塑料从止逆环往后漏的话,螺杆会转动
生产一模,冷却完成后不要开模,手动执行射出动作。如果螺杆会一直前进,那就应该是止逆环漏胶了
将储料量和转压位置都加大 25mm。如果加大行程后余料量保持稳定,那说明炮筒上有磨损了,而不是止逆环 的问题
41.3.1.5 注塑工艺问题:射出速度慢
当射出阶段的速度很慢时,塑料的粘度会加大,导致模腔压力损失加大。这个粘度的变化还会影响机器保缩产品的 能力。
实际射出时间,应该和标准工艺参数上记录的一致。如果实际射出时间和标准参数不符,加大射出速度的设定。稳 定一致的射出时间,是工艺参数的关键而基础的一环。如果是因为模具问题比如烧焦而降低射出速度的,把模具改善好。
41.3.1.6 注塑工艺问题:模温太高
模温高会影响塑料的冷却速率。模温高,塑料通常会收缩的更多,导致额外的缩水问题。
检查实际水温和水流量是否在需要的数值。如果水流量不足,对模具的冷却能力冲击最大,特别是不能满足紊流条 件的话。使用水流量计来测量各个水路的实际水流量,如果没有水流量计的话,也可以用一个水桶,把回水管的水 排到水桶里,称重一分钟时间的回水量。使用水桶能让我们对水流量大小有个概念,但是要知道的是,这种情况下 回水是没有阻力自由流动的,会比实际的水流量大。
检查水路有无正确连接,比如没有进水的空回路;检查模温机的水阀有没有完全打开,水有没有流动?要注意有没 有空气困在水路里—-这会造成水不流动。所有的水路在上模时应该检查有没有堵塞问题。
产品刚脱模的热成像照片,可以醒目的看出模具过热的区域。如果这些过热的区域和最初工艺开发时的热成像照片 不符,那模具有冷却问题的可能就很大。
另一个要注意的地方是工厂里的冷却水温度。如果冷却水是普通的水塔提供的,那水温会随季节变动。如果工艺参 数是冬天开发建立,模温是设置为和冷却水温度接近的,那我们在夏天就没办法重现这个工艺参数,因为冷却水温 度要高得多。如果工厂里没有冰水机的话,模温不要设置成低于夏天的水温。如果工厂有冰水机的话,那全年都可 以用更低的模温。
在模温机有更换时,要保持警觉。更换的模温机必须要有相同的流量和冷却能力。如果一个 7.5 匹的模温机被替换 成 3 匹模温机,那水流量就会降低,可能导致无法实现紊流;如果无法实现紊流的话,模具的实际冷却效率会大打折扣。
41.3.1.7 注塑工艺问题:料温过高或过低
料温是工艺参数稳定的关键。注塑成型的一个主要组成部分,是热量交换的管理。知道实际的料温是多少,并且在每次生产时都保持一致性和重复性,可以减少产品的变动。
实际料温应该记录在标准工艺参数表上,并且在问题处理时检查确认。如果实际料温和标准参数上记录的不符(+/-5 度的范围),检查会影响实际料温的参数:
炮筒温度设定
储料背压
螺杆转速
如果料温偏高,塑料需要更长的时间冷却,就会有额外的收缩,或导致缩水印。料温对结晶塑料的作用更大,因为 结晶塑料冷却的更慢的话,结晶度更高和晶体尺寸更大,导致收缩率更高。
料温偏低,会导致压力损失加大,保压压力没有办法很好的分配到模腔里(模腔内的压力差异也加大)。模腔内的 加压是保证注塑产品缩水最小化的关键。料温严重偏低甚至会导致产品缺胶。
41.3.2 模具问题引起的缩水
造成产品缩水的原因可能是模具本身,常见的模具原因有:
水路堵塞
冷却设计不良
热流道温度
针阀驱动不良
壁厚问题
模腔平衡
浇口尺寸,位置,数量
拉凹
41.3.2.1 模具问题:水路堵塞
模具的冷却效果要高效的话,所有水路都要通畅。如果水路有堵塞了,水流量要么受限制,要么不流动。这个水流 的限制会导致模具温度上升,这会引起产品缩水。
各个冷却水路的水流量,在工艺的开发阶段,就应该测量并记录下来。一旦在工艺开发阶段确定了模具冷却能力的 基准,在后续的问题解决处理时,可以很方便的用来参考。如果测量出某个水路的水流量降低了,冷却水路就需要清理。
很多东西会堵塞水路,包括: 生料带
水垢
机加工的金属屑
挡板水路的挡板太高
冷却水路里的水垢,可能是模具冷却不良形成热点的最主要原因。如果工厂里的冷却水没有正确的处理,水里面的 矿物质就会层积在模具水路里。冷却水路里形成的水垢,会像隔热层那样,不光限制了水的流量,还限制了冷却水 和模具的热交换能力。
注塑厂的冷却水系统,一定要有水质处理和管理。如果工厂在不做水质处理的情况下运行,模具的冷却水路里肯定 会有水垢(图 41.4)。最糟糕的情况下,水垢会完全堵死水路,严重影响模具的冷却能力。也要知道一点,如果模 具会有水垢生成,那么机器的下料口、油温冷却器里面,也一样会有水垢生成;如果水垢严重的话,可能会导致油 温过高。
如果模具的冷却水路里已经有水垢生成了,要么用机械方法比如枪钻来去除,要么用化学方法比如酸液冲洗来去除。

41.3.2.2 模具问题:冷却水路设计不良
如果在产品的厚壁位置或小特征位置,模具不能保证充分的冷却,会造成模具局部过热。模具上的局部过热的容易 引起产品的缩水问题。不管是什么可能的手段,比如喷管、挡板、热针,都可以用来改善模具冷却。使用其他的模 具材料比如铍铜,也可以改善模具的冷却能力,前提是铍铜镶件也要有水路冷却。
41.3.2.3 模具问题:热流道温度
如果热流道的温度设定的太高或实际温度偏高,热流道内的塑料会吸收额外的热量,会导致产品缩水。
检查确认热流道的所有加热区,温度设定是否和标准工艺参数一致,温度读数也是正确的。注意是否有加热区一直 有加热功率输出,因为这通常意味着热流道出问题了。
41.3.2.4 模具问题:针阀驱动问题
当模具是针阀浇口时,如果针阀没有在要求的时间关闭,那对应的浇口就不会封住;因为浇口是打开的,当机器保 压压力撤除时,塑料可能就在模腔压力的驱动下从浇口回流,导致产品缩水。
检查所有的针阀浇口是不是正确连接的。手动打开并关闭针阀,是不是所有的针阀都能前进到底?检查针阀在关闭 位置的高度,可以知道针阀有无驱动问题。
如果手动测试针阀是没有问题的,检查针阀的控制器,有没有正确的给出针阀的驱动信号?如果手动测试时针阀不 动作,检查气路/油路有无问题(接错,堵塞),油缸可能泄露了,或者是电磁阀故障不作动。
41.3.2.5 模具问题:壁厚问题
保持产品壁厚的均匀,是注塑产品设计的一个基石要求。假设产品设计是正确的,注塑产品上还是会有厚胶位的区 域;任何的厚胶位区域,都会比周圈的胶位收缩的更多,也常常保缩的不够,因为周围的薄胶位会先冷却冻结,阻 碍了压力的传递。用千分尺检查产品的壁厚,或者是将产品做一个切面。浇口应尽量布置在厚胶位的区域,避免从 薄胶位进胶的过早冻结问题。模具设计时,如果想从产品的细小特征图筋位上进胶,一定要特别的小心,筋位会比 正常的胶位先冷却冻结,靠加大浇口并不能改善产品的保缩问题。
有几件事会导致模具相关的壁厚问题,比如:
1. 镶针加工的过短(矮),导致镶针上面的胶位变厚
如果产品的缩水位置,是在镶针的上方,可以用卡尺检查孔的深度是否不够,或者将问题区域切开,目视检查 有无壁厚变化。如果是镶针太短引起的,那必须要重新更换镶针来消除这个厚壁区域。
2. 筋位根部的额外 R 角过渡
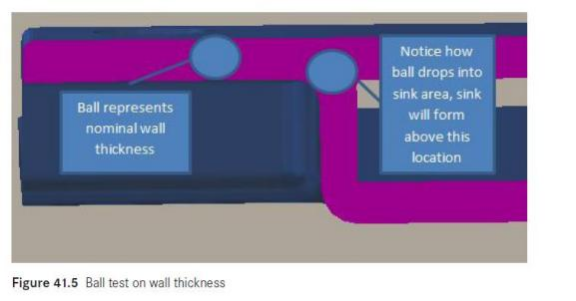
如果筋位本身的厚度已经接近于最大推荐厚度值,那筋位根部的额外 R 角可能就会导致缩水印出现。这是个比
较难纠正的问题,因为模具需要烧焊。使用图 41.5 的“圆球测试”,用这个虚拟球来测试产品的剖面壁厚,虚 拟球会掉落的位置,就预测着缩水印会出现。
41.3.2.6 模具问题:模腔平衡
模腔充填不平衡,会导致有的模腔过保压,而有的模腔缩水。如果多腔模的产品有缩水问题,且各个模腔的状况不 同,那就需要检查模具的模腔平衡率。
具体请参考第 12 章。
41.3.2.7 模具问题:浇口的尺寸,位置,数量
如果浇口的尺寸偏小,那浇口会在产品得到充分保缩之前就冻结。浇口的尺寸有很多经验法则,但这些都是比较粗 略的估测。塑料在通过小浇口的剪切更大,因为剪切稀化和剪切加热的影响,也有可能小浇口的保缩效果更好。
不要轻易的做决定说浇口需要加大;有的情况加大浇口并不能改善缩水问题,而只会导致周期加长。特别是多腔模 的浇口,不要轻易的去更改其中的一个;因为这会导致剪切速率、保缩压力、浇口封闭时间的差异。找到模腔不平 衡的原因,从源头上解决,而不是通过调整浇口尺寸来平衡各个模腔的充填时间。
如果浇口距离产品的某个特征很远,那这个特征就不可能有很好的保缩。确认从产品浇口到充填末端的流动长度, 能否有效的保缩到充填末端?有时必须要增加浇口,才能保证产品的各个区域都要充分的保缩压力。也要注意浇口 附近的筋条或螺丝柱,会在模腔充填时就冻结,或导致缩水问题。
41.3.2.8 模具问题:拉凹
有时产品顶出的时候,流道和浇口会把产品往下拉,导致浇口位置凹陷。这个问题在潜浇口和牛角浇口上特别容易 出现。
如果浇口在顶出时会把产品拉凹,确认浇口是否封闭。如果浇口是否封闭;如果浇口是封闭的,那可能是产品在脱 模顶出时,还没有充分冷却。试着加长冷却时间,查看问题是否有改善。如果加长冷却时间可以改善问题,检讨能否加强浇口附近的冷却,来缩短周期时间。这也是红外相机派上用场的时候。
另一种可能是浇口太厚,顶出时和产品断不开。如果是浇口太厚的问题,应该更改浇口设计。通常薄而宽的浇口, 在保证塑料体积充填速率的同时,也能更快的冷却,更容易和产品分离。
如果产品的特征如柱子(底部没有顶出的话)会粘在模具上,抱紧力大,在产品顶出时也会拉凹产品表面。如果缩 水印直接在柱子的上方,也要检查模具上是否还留有电火花痕迹等,有无抛顺。
41.3.3 机器问题引起的缩水
可能的机器相关的原因有:
机器性能
转压切换
止逆环动作不一致
喷嘴尖尺寸/类型
气辅不动作
41.3.3.1 机器问题:机器性能
参考第 8 章。
41.3.3.2 机器问题:转压切换
转压切换是指机器从射出的速度控制,转变成保压的压力控制。机器在转到保压后,如果要一段时间才能升到需要 的保压压力,那产品可能就有缩水问题。图 41.6 是糟糕转压切换控制的工艺监控数据;图中可以看到,机器的压力 在转到保压后,先是几乎下降到零,又花了几秒时间才达到设定的保压压力值。模腔的压力曲线,才跟随着保压压 力的下降,几乎下降到了零。这个例子里,问题的原因是保压的速度设定的太小。
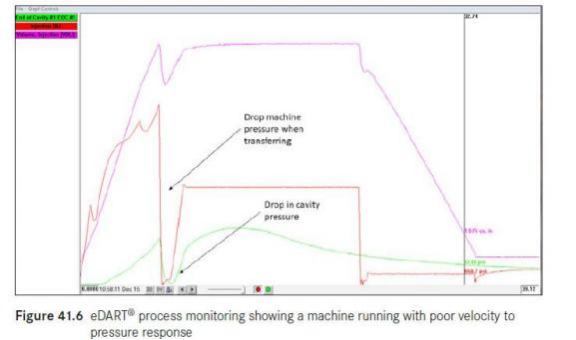
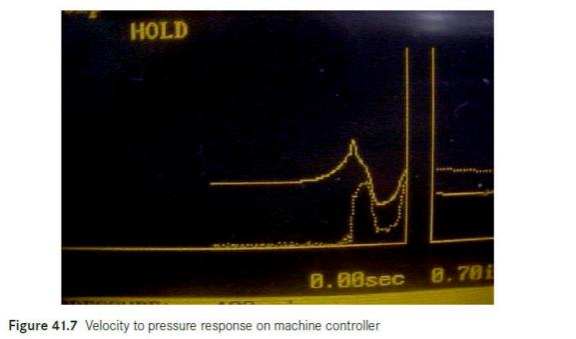
图 41.7 是从机器上看到的压力监控数据,也是和上面的图 41.6 一样,转压后机器压力先快速下降,又上升到超过 设定压力值,然后稳定到要求的压力。
机器的转压问题,可能由好多方面引起,包括:
保压的速度设置不当。如果保压的速度设置的太小,机器就不会在转压后马上反应,达到要求的保压压力值。 根据需要调整保压的速度
射出重量不足。如果产品还没有充填到 95%~98%满,机器就切换到保压,那么转压后模腔也不会有足够的阻力, 来帮助建立保压压力。调整射出重量,匹配标准工艺参数的要求。
机器的电磁阀设定参数错误。如果电磁阀调整的不对,机器在转压时也不会有正确的反应。机器的电磁阀参数 要合理的调整,来纠正这个问题。
41.3.3.3 机器问题:止逆环动作不一致
当塑料可以从止逆环处泄漏,实际的模腔压力也不达到要求的数值;因为实际模腔压力偏低,缩水也会出现。参考 第 8 章—-怎样衡量止逆环的性能。
如果止逆环有泄漏,那就要更换它。止逆环的问题,有可能是磨损,损坏,或者是杂料、杂质的污染。
41.3.3.4 机器问题:喷嘴尖类型
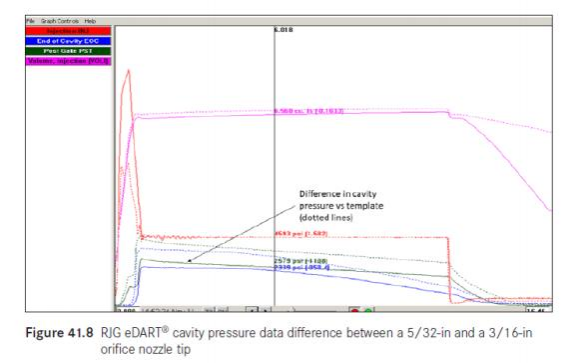
如果机器使用了错误的喷嘴尖类型,或者喷嘴孔径,可能会因为压力损失的增加而造成产品缩水。如图 41.8,尽管 机器的压力输出还变大了,实际的模腔压力和标准模板相差非常大。这个问题是因为 4.8mm 孔径的喷嘴,被换成 4mm 孔径喷嘴造成的。
开机工艺参数确认的其中一步,必须要检查确认喷嘴类型和喷嘴孔径尺寸。如果喷嘴选用有误,在做任何其他的动 作之前,先把喷嘴换回来。混炼喷嘴的压力损失,和普通喷嘴的压力损失相差非常大。在注塑问题处理时,不要假设喷嘴是没有问题的。
一个简单的诀窍,是在模具上焊一个螺栓,每次换模时喷嘴尖和模具一起拆卸,挂在模具上。这样检查一下模具, 就能快速的知道,正确的喷嘴尖有没有换上。
41.3.3.5 机器问题:气辅不工作
气辅成型的具体细节,超出了本书的内容。
如果产品是气辅注塑的,当产品有缩水问题时,问题解决应先聚集于气辅的工艺方面。一些要检查的因素包括:
射出重量
气体注射压力
气针的动作
溢流的动作
氮气纯度
气体升压的过程
气体注射时间
41.3.4 原料问题引起的缩水
原料相关的可能会导致产品缩水的有:
粘度变化
成核剂
发泡剂
41.3.4.1 原料问题:粘度变化
如果原料的粘度变化比较大,就会较明显的影响到模腔压力的分布。原料粘度的变化,可能是来料的问题,也可能 是含水率问题(吸湿性原料的烘干问题)
原料如果有明显的粘度变化,射出的转压压力也会变化。如果转压压力比以前高,那原料的粘度可能变高了。核对 原料的进货检验报告,并检查原料的含水率。
41.3.4.2 原料问题:成核剂
如果生产用的原料,是含有成核剂的结晶原料,那么成核剂的添加量会影响材料的结晶度,进而影响产品的收缩率。 如果产品的收缩率增加,那表面出现缩水印的几率也增加。
检查所用的原料是否有误;如果色母里含有成核剂,检查色母比例是否正确。
41.3.4.3 原料问题:发泡剂
如果产品是有用发泡剂来帮助保缩,改善缩水的,发泡剂的添加比例必须要保持一致。如果发泡剂的添加比例有变动,那气泡的大小和数量就会发生变化。检查发泡剂的添加比例是否正确。
使用发泡剂时,也要注意保压压力不要太大。模腔压力过大会制约气泡的形成和膨胀。有的时候技术人员加大了保 压压力,结果让产品变得更缩水。