第 43 章:粘料头(Sprue stick)
Steve Brammer,Randy Kerkstra,GEMINI & CHATGPT
43.1 定义
料头(主流道)是流道系统的一部分,提供了从注塑机喷嘴到模具的塑料通路。当模具打开后,主流道还留在定模 侧,我们就说主流道粘模了。图 43.1 是典型主流道的照片。

43.2 粘料头问题的可能原因4M 表
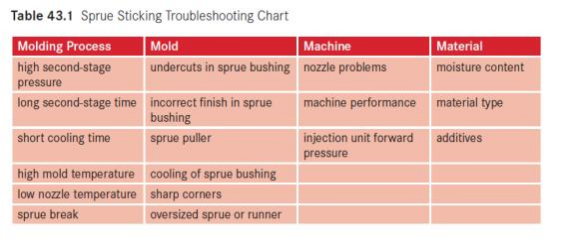
| 注塑工艺 | 模具 | 机器 | |
| 保压压力过大 | 浇口套孔内倒扣 | 喷嘴问题 | 含水率 |
| 保压时间过长 | 浇口套加工处理不良 | 机器性能 | 原料类型 |
| 冷却时间过短 | 拉料针 | 射座接触压力 | 添加剂 |
| 模温过高 | 浇口套的冷却 | ||
| 喷嘴温度过低 | 锐角 |
43.3 粘料头的问题解决
很多的原因会造成料头粘模。当料头粘模时,下一模不会生产出产品,这应该会导致注塑机监控报警。处理料头粘把烧红的螺丝/铁丝插入到料头内,冷却后再用钳子夹出。
43.3.1 注塑工艺问题引起的粘料头
注塑工艺方面的原因包括:
保压压力过大 保压时间过长 冷却时间过短 模温过高 喷嘴温度过低 座退
43.3.1.1 注塑工艺问题:保压压力过大
如果保压压力太大,可能会导致料头过保压,导致料头粘模。因为正常情况下,料头是包括产品和流道系统在内的 最厚胶位的地方,作用在它上面的保压压力也最大。
检查保压压力设定是否和标准参数一致。如果怀疑是保压压力问题,去除保压压力来验证压力对料头的影响。如果没有保压压力的时候料头不粘模,那么过保压可能是限制料头收缩并造成料头粘模的原因。
保压压力过低也会导致料头粘模,如果料头的厚壁位置形成大空洞的话。料头的厚壁位置形成空洞,会造成料头在 模具开模时断裂。如果料头断成两截,在断裂位置有空洞,那就需要增加保压压力或时间来消除空洞。
43.3.1.2 注塑工艺问题:保压时间过长
如果在浇口冻结之后,保压压力还在维持,那保压压力唯一能做的事,就是保缩流道和料头。过长的保压时间,会 导致料头过保压,导致料头粘模发生。除了潜在的料头粘模问题,保压时间长还会导致成型周期延长和料头重量增 加,这两个方面都会增加注塑的成本。更进一步说,注塑机浪费了额外的能量来维持这额外的保压时间,这也增加 了制造成本。
保压时间应该对比浇口封闭时间来评估是否过长。
如果制程是有进行浇口封闭实验的,在浇口封闭的时间上再增加 5%~10%的时间来确保浇口封闭,是一个好的做法。 有的公司会定一个标准的保压时间增加量,添加在浇口封闭时间上。选择一个方法,并确保这个方法得到执行。
检查保压时间,并确认保压时间设定是正确的。同时也要检查浇口封闭时间,并确定保压时间的选择是合适的。如 果保压时间过长,有必要缩短保压时间来确认料头粘模问题有无改善;为了保证周期的稳定,减掉的保压时间,要 增加到冷却时间上。因为从产品的角度来讲,周期如果有变化,有的客户会要求重新验证产品。
43.3.1.3 注塑工艺问题:冷却时间太短
如果冷却时间过短,料头可能没有充分收缩,没办法从浇口套脱模。冷却时间太短的话,料头也会太热(太软)而 不能稳定的脱模。料头太热的话,有时会从拉料针处断开,粘在浇口套里。
检查是否有充分的冷却时间,来确保料头的脱模。增加冷却时间,可以验证冷却时间段是否造成料头粘模问题。如 果增加冷却时间可以改善粘模问题,检讨模具上能否增强浇口套区域的冷却。
43.3.1.4 注塑工艺问题:模温过高
模温高,会产生冷却时间短一样的后果。料头可能会收缩不够而无法脱模,或者是料头太烫,而在开模时断开。
检测浇口套附近的模具表面温度。如果模具温度过高,确定这是新出现的问题,还是模具温度一直都是偏高。
检查模具冷却方面的问题,包括:
水温
水流量
水路接法
水路里的水垢
上面的任何一个冷却问题,都会降低塑料的冷却速率,必须在模具的生命周期里做好管控,来保证模具冷却能力的 一致性。如果对比标准参数上的记录有任何的变化,纠正它。
热成像照片,能帮助确认注塑产品、流道、料头的过热点。在工艺的开发阶段,基准的热成像图片要记录保存下来, 作为后期问题解决的对比参考。对比现在和基准的热成像图片,或许能指明模具的冷却问题。
43.3.1.5 注塑工艺问题:喷嘴温度过低
偶尔的情况下,喷嘴温度低会造成喷嘴头部有一大块冷料,这个冷料在模具打开时和料头断不开,造成料头粘模。 增加喷嘴温度可以改善这个问题。
43.3.1.6 注塑工艺问题:座退
机器有座退的功能设定,可以让射座在模具打开前后退。有的时候使用座退功能可以帮助料头和喷嘴断开,改善料头粘模问题。如果有使用座退功能的话,要注意喷嘴处如果有流涎,长时间的话,会导致喷嘴尖或浇口套 R 角损坏 (这也会导致料头粘模)
43.3.2 模具问题引起的粘料头
模具方面可能造成料头粘模的原因有:
浇口套内的倒扣
浇口套加工处理不当
拉料针
浇口套的冷却
锐角
主流道或流道直径太大
43.3.2.1 模具问题:浇口套内的倒扣
浇口套孔内的任何倒扣,都可能导致料头粘模。如果浇口套被铁质工具损坏造成倒扣,也会导致粘模问题。浇口套 通常用带锥度的铰刀加工,会留下圆环形的铰刀痕,这个刀痕会导致粘模。有的时候,浇口套孔需要沿脱模方向抛 光处理,来保证料头的脱模。图 43.2 是料头放大后的加工痕迹,这些都可能造成粘模问题,沿脱模方向抛光,可以 去除这些倒扣。

检查浇口套和喷嘴接触的 R 角位置是否有损坏。塑料会从破损的位置泄漏,并形成倒扣。R 角位置有破损的话,料 头的头部(顶部)会有飞边存在。
玻纤增强的塑料会慢慢侵蚀浇口套钢材。这个侵蚀会形成倒扣,导致料头粘模。当浇口套出现侵蚀时,最好是换掉 浇口套,而不是抛光侵蚀的位置。
43.3.2.2 模具问题:浇口套加工处理不当
和通常的粘模问题一样,有的材料需要沿脱模方向抛光,有的材料需要喷砂处理。典型的例子是 TPU 材料,喷砂处 理的浇口套脱模效果更好。如果料头粘模,又找不到明显的原因,检讨换一种表面处理是否会有改善。
圆周方向的抛光,会产生圆环状的很小的倒扣,这可能会导致料头粘模。正确的抛光方法可以避免这个问题。
很多材料,包括 PC 、ABS 、PA,沿脱模方向抛光的话效果最好。而 PP 这里软质材料的话,抛的太亮反而会导致粘 模。不要先入为主的假设,抛的越光亮细腻越不会有粘模问题。浇口套要沿着脱模方向抛光并不容易,但这可能就 是改善粘模问题的解决方案。320#的砂纸,沿脱模方向抛光,正常情况下可以解决粘模问题。
43.3.2.3 模具问题:拉料针
有很多种拉料针的设计形式,用来帮助料头脱模。最常用的设计是“Z”形拉料针,设计在冷料井的下方。通常,“Z ” 形拉料针的拉力很强,足够把料头拉出。冷料井的反锥度设计,不一定有足够的拉力,要么反锥太大无法顶出。“Z ” 形加工在冷料井的顶针上的,要注意对锐角进行 R 角过渡,避免塑料在锐角处断裂。
图 43.3 是“Z”形拉料针的一个案例。主流道下方的顶针,磨短作为冷料近,并加工了倒扣来帮助模具打开时拉住 料头。

图 43.4 是反锥度形的冷料井,并增加了一圈倒扣,来帮助拉住料头,避免料头粘模。这一圈倒扣,虽然能够帮助料
头脱模,可能会产生料屑问题。

译者注:上面的 2 张图片,冷料井的尺寸都是错误的。
图 43.5 是“Z”形拉料勾断开的案例。这可能是因为“Z”形拉料勾加工的太深,或者是没有倒 R 角。“Z”形拉料勾 的断裂粘模,可能会导致料头粘模

43.3.2.4 模具问题:浇口套的冷却
因为料头的根部,通常是壁厚最厚的位置,冷却是保证料头固化到可以脱模程度的关键。模具的冷却水路设计,应 该能保证浇口套均匀的冷却。也要注意,浇口套和模具要有很好的接触来保证模具和浇口套之间的热传递。任何接 触不良或接触面积的减少,都会降低浇口套的冷却能力。
使用铍铜材料加工的浇口套,如果正确使用的话,可以很好的改善料头的冷却。不管是使用什么高导热的材料,必 须要有冷却水路来保证热量的移除。如果没有冷却水路的话,热量没地方去,导致浇口套的温度越来越高,反而使 问题更糟糕。
另一个做法是,用单点热嘴代替浇口套。单点热流道的两个主要优势是:
1. 不用等待主流道冷却,可以缩短周期时间
2. 降低废料的重量,因为没有主流道废料
43.3.2.5 模具问题:锐角
主流道和流道的交接位置,应该要圆角过渡,避免应力集中断裂,以及降低塑料剪切。如果倒角效果不好,可以增 加薄的三角筋位,这个筋位会很快冷却,增加料头的结构强度。如果筋位加强能解决问题的话,原因通常是流道和 料头的直径过大。这种时候,增加 R 角只会增加流道的体积,导致问题更糟。
43.3.2.6 模具问题:料头或流道直径过大
料头和流道的尺寸太大,会需要更长的周期时间来固化料头,避免料头和流道断开粘模。这个问题很常见,还会导 致不必要的流道废料浪费。
料头和流道的尺寸太大,经常会导致周期时间加长。如果在期望的周期时间,料头和流道还是太软,可能就是尺寸 太大,或是流道和料头的冷却不足。很多场合,换用孔径小的浇口套会有显著的周期改善。注塑周期应该由产品来决定,而不是料头或流道。
43.3.3 机器问题引起的粘料头
潜在的机器原因有:
喷嘴问题
机器性能
射座接触压力
43.3.3.1 机器问题:喷嘴问题
喷嘴或喷嘴尖的损坏,会导致料头粘模。常见的问题,比如喷嘴尖和浇口套接触的地方破损,导致塑料会漏出,形 成倒扣。破损的喷嘴尖需要修复或者替换。
另一个需要观察的地方,是喷嘴的孔径是否和浇口套匹配。喷嘴的孔径要比浇口套孔径小 0.5~0.7mm,喷嘴孔径过 大会形成倒扣,导致料头粘模。
同时也检查喷嘴的 R 度是否正确。常见的喷嘴 R 度是 12mm 或 15mm。要确保使用的喷嘴 R 度是正确的,很多工厂 使用相同的喷嘴 R 度标准,但是转移的模具可能会有不同的 R 度。也有时候,模具设计的时候没有标注浇口套的 R 度,然后错误 R 度的浇口套出现在模具上。R 规可以用来检查喷嘴和浇口套的 R 度是否正确。
检查喷嘴和浇口套是否对中,可以放一个纸片在浇口套处,射座前进,喷嘴碰到纸片和浇口套;射座后退,取出纸 片检查有无接触问题。有时喷嘴前进接触时,有明显的跳动,这就说明喷嘴和浇口套不对中。

在成型加纤的材料时,喷嘴会受到侵蚀,在喷嘴孔里形成倒扣;这个倒扣或造成料头粘模。检查料头通常可以发现, 有无倒扣的存在,如果有倒扣的话,喷嘴尖通常就需要替换才能消除粘模问题。图 43.6 展示的是尼龙料的喷嘴尖, 因长期生产加纤尼龙,而在内部形成了倒扣。加纤原料对钢材的侵蚀能力可能让人难以相信,但是玻纤叠加高剪切 速率,会导致很多意想不到的问题。
43.3.3.2 机器问题:机器性能 参考第 8 章。
43.3.3.3 机器问题:射座接触压力
如果发现喷嘴和浇口套接触的位置有漏料,检查射座的接触压力是否正确设置。如果压力设置的太低,射座可能会 被撑开,导致喷嘴尖处漏胶,这个漏胶形成倒扣,导致料头粘模。
43.3.4 原料问题引起的粘料头
原料相关的可能原因有:
含水率
材料类型
添加剂
43.3.4.1 原料问题:含水率
如果生产使用的是潮湿的原料,原料会降解变得非常容易粘模。如果使用的是吸湿性的原料,检查原料是否充分干 燥(检测含水率)。有的材料比如 TPU、聚酯、PC 等,对水分非常敏感,如果干燥不良的话,会有很多的成型问题。
详细信息请参考第 9 章。
43.3.4.2 原料问题:材料类型
材料类型方面第一件要考虑的事情是,材料是不是含有玻纤等侵蚀性填充物。玻纤的磨耗性很强,会侵蚀浇口套的 钢材;如果侵蚀到一定程度造成倒扣,料头就会粘模。如果要长期生产加纤原料,花点钱在浇口套上,使用更硬的 钢材,回报是值得的。
有的原料天性就容易粘模。比如尼龙、聚酯、TPU 、PC 等,料头就容易粘模;软胶的材料比如 PVC 、TPE 等,容易 拉断,或者从拉料针里脱出,造成粘模。
软胶材料比如 TPU,浇口套要喷砂处理而不是抛光,这听上去和我们的直觉相反,但是对料头脱模会有帮助。如果 TPU 材料有料头粘模的问题,原料以及验证是充分干燥的,那浇口套就需要喷砂处理了。
43.3.4.3 原料问题:添加剂
原料里面如果缺少脱模剂的话,也容易发生粘模问题。如果是刚换用一批新到的原料,粘料头问题就开始出现了, 这时间就需要联系原料供应商。当然,也不是一有什么问题,就打电话给原料供应商,这会像“狼来了”一样,让 供应商对我们失去信任。先确保所有的厂内的可能问题原因,都已经排除在外了。比如烘干机的露点出了问题,你却打电话给原料供应商,浪费的是大家的时间。
如果色母里含有脱模剂,检查色母的添加比例是否正确。也要评估,相同的原料,是不是有的颜色更容易发生粘模 问题?因为这就说明,色母里有不同的添加剂,或者色粉本身的成核效果不同。对于结晶性材料来说,不同的成核 效果意味着冷却速率和收缩率的差异,这可能会影响到料头的脱模。