第 44章:拉丝(Stringer、stringing)
44.1 定义
拉丝是指塑料拉出的细丝,通常是从喷嘴或热流道的热嘴拉出。熔融的塑料,在模具打开时,可以拉伸出很长的细 丝。参考图 44.1 ,是典型的料头拉丝。
也称作:细丝
错误的分类:无

44.2 拉丝问题的可能原因4M 表
| 注塑工艺 | 模具 | 机器 | |
| 喷嘴温度过高 | 热嘴温度 | 喷嘴加热控制 | 含水率 |
| 松退太少 | 嘴尖的接触面积 | 机器性能 | 挥发物 |
| 料温过高 | 冷却不足 | 喷嘴尖 | |
| 针阀浇口 | |||
| 热嘴尖孔径 |
简易处理一览表
| A、瓶坯尾部温度过高,导致取件时尾部无法彻底脱离模具。 | A1、降低注嘴温度。A2、降低模具分流板温度。A3、检查水冷却系统运行是否正常:压力、流量和温度。A4、检查模具注口垫冷却管道是否有污物或堵塞,必要时清洁。A5、增加模具冷却时间。A6、减少“阀针关闭延时”计时器时间设定。 |
| B、阀针没有正常关闭。 | B1、增加模具分流板温度。B2、检查阀针气压是否正常。 B3、检查阀针消声器是否堵塞,必要时清洁或更换。B4、检查模具注嘴处是否有异物,必要时清洁。B5、检查模具注嘴是否损坏,不要时更换。B6、检查阀针是否损坏,不要时更换。B7、检查阀针活塞密封是否损坏,必要时更换。 |
| C、瓶坯没有正常减压,导致开模后熔料无法脱离注口块. | C1、增加抽胶(即后移)行程增加减压。C2、增加抽胶(即后移)停留时间来增加减压。C3、减少保压压力。 |
44.3 拉丝的问题解决
典型的情况下,拉丝是因为喷嘴或热流道嘴尖的温度太高。拉丝问题的一个重要的影响是,长期生产会造成分型面 的损坏。拉丝留在模具表面,会把钢材压塌,导致模具需要维修。
44.3.1 注塑工艺问题引起的拉丝
潜在的工艺方面的原因有:
喷嘴温度高、
松退太少、
料温过高
44.3.1.1 注塑工艺问题:喷嘴温度高
如果喷嘴温度设定的太高或实际温度偏高,喷嘴尖部的塑料会一直保持熔融状态,这样模具开模时就会出现拉丝问 题。在喷嘴最尖部的塑料,必须是要冷却到一定的程度,形成一个断裂点,而不是保持熔融的状态。
出现拉丝问题时,检查喷嘴的实际温度,并对比喷嘴的设定温度。如果喷嘴的实际温度比设定温度高,找出原因是什么。降低喷嘴的温度设定,查看有无改善。图 44.2 是喷嘴和喷嘴转接头的热成像照片。
有时解决拉丝问题的方法是,在喷嘴和浇口套之间增加一个隔热垫;这个隔热垫通常是一小块纸板。当然, 也有标 准的隔热浇口套和凯夫拉纤维板可以使用。隔热垫通常可以解决拉丝问题。

44.3.1.2 注塑工艺问题:松退太少
如果松退行程设定的太小,那么螺杆储料完成并松退后,螺杆头部还有一定的残余塑料压力—这个是储料背压建立 的压力。这个压力会一直作用在塑料料,随时准备把塑料熔体推出喷嘴;当模具打开时,这个压力就会把塑料推出 喷嘴尖,造成拉丝或流涎。
增加松退行程,可以让塑料不会流出喷嘴,减少拉丝问题。注意过多的松退行程,会导致喷纹等缺陷。
PULLBACK:松退的设定有 2 个参数,松退行程和松退时间。通常松退速度要小一些,不容易吸入空气。
44.3.1.3 注塑工艺问题:料温过高
即使喷嘴的温度设定是合适的,实际的塑料温度可能还是太高,这也会造成拉丝问题。实际料温过高更容易造成拉 丝问题。
测量塑料的实际温度,如果实际料温比标准工艺参数上记录的高,调查原因是什么。检查炮筒的设定温度,实际背 压,螺杆转速。这些参数的任何一个比标准参数规定的大,都会造成塑料过热。检查机器的实际工艺值和设定值是 否相同。
44.3.2 模具问题引起的拉丝
可能的模具方面的原因有(都是热流道方面的):
嘴尖温度过高、
嘴尖接触面积、
冷却不足、
针阀浇口、
嘴尖孔径
44.3.2.1 模具问题:嘴尖温度
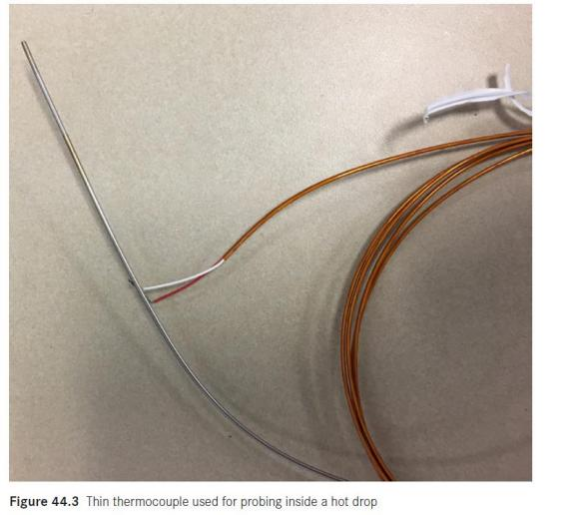
热流道不是针阀浇口的话,嘴尖的温度一定要控制到让尖部的塑料冻结。如果嘴尖的温度设定太高或嘴尖过热,那 就会导致拉丝。可以用细长的测温探头深入到热嘴里,测量热嘴的实际温度(图 44.3);操作时要注意做好个人防护措施。(射座要先后退)。
检查热流道的温度设定是否和标准参数记录的一致,检查热流道的实际温度是否和设定温度一致。热电偶的读数是 否正确。不要在热电偶失效的情况下,用功率百分比的方式加热,这会导致热流道的温度不稳定。
热电偶的位置布局也会导致热流道局部过热。设计优良的热流道,会提供整个分流板的均衡加热。热量散失的位置, 会导致过加热。如果热嘴和模具有太多的接触面积,这个接触位置就像散热器那样,导致温度设定要偏高才能避免 热嘴冻结。
44.3.2.2 模具问题:嘴尖接触面积
热流道嘴尖部位和模具的接触面积,会影响嘴尖的温度。如果接触面积太少,嘴尖处的温度会偏高,会导致拉丝问 题。太大的接触面积,会导致嘴尖冷却冻结。所以在处理热嘴尖相关的问题,嘴尖接触面积是非常重要的考量点。 使用针阀浇口时,要记得,阀针只有前进和模具接触时,才有热量散失。
44.3.2.3 模具问题:冷却不足
热流道模具,在嘴尖的位置应该要设计冷却水路环绕着嘴尖区域。没有充分的冷却,嘴尖处的塑料可能就不会达到冻结温度,出现流涎和拉丝问题。在模具的设计阶段,评估好冷却水路的布局设计,确保嘴尖位置是有充分的冷却的。
44.3.2.4 模具问题:针阀浇口
如果热流道是针阀浇口系统的,确保阀针在关闭位置时前进到底是非常重要的。如果阀针没有前进到底,浇口就没 有完全关死,会导致拉丝问题。
如果针阀浇口有拉丝问题,将模具卸到模房检查,为什么阀针不能前进到底。油缸或气缸的密封或许磨损,或者阀 针是可调整的、位置调整的不对。也要确定针阀的驱动压力是否足够(气压或油压),可以推动针阀前进到底。
44.3.2.5 模具问题:嘴尖孔径
嘴尖的孔径越大,越难冷却。因为嘴尖处就会有更多的塑料作为隔热层,限制热量的散失,导致拉丝问题。所以有 的场合,换用小孔径的嘴尖,可以改善拉丝问题。
44.3.3 机器问题引起的拉丝
机器方面潜在的原因有:
喷嘴加热参数、
机器性能
喷嘴尖
44.3.3.1 机器问题:喷嘴加热参数
注塑成型的一个关键部分就是,维持熔体传递系统的温度的准确性和可重复性。一个常常不被人重视的地方是机器 的喷嘴,以及喷嘴的各种转接头(图 44.4)
评估喷嘴上的加热圈和热电偶是怎么布置的。如果喷嘴很长,却只有一个小热电偶,那么喷嘴两头的温度是否平衡就很有问题。如果使用的是很长的喷嘴,要确保有单独的热电偶控制喷嘴的不同位置。通过多段的温度控制,喷嘴、喷嘴转接头、法兰盘等位置的温度控制可以得到优化。

44.3.3.2 机器问题:机器性能 参考第 8 章。
44.3.3.3 机器问题:喷嘴尖
检查喷嘴尖的孔径和喷嘴尖类型是否和标准参数上记录的一致。在工艺的开发阶段,喷嘴尖的详细信息都应该清楚 的记录在工艺参数表上,确保后期工艺的可重复性。如果使用的是错误的喷嘴尖,嘴尖处的塑料可能没有像之前那 样冻结;喷嘴和浇口套的孔径太大,也会导致塑料无法冷却,产生拉丝问题。
44.3.4 原料问题引起的拉丝
原料方面主要的可能有: 含水率、
挥发物
44.3.4.1 原料问题:含水率
如果原料的含水率过高,原料的粘度会下降,而且水汽在高温下产品的压力也会把塑料往外推出喷嘴。原料里的水 汽产生的高残余压力,会导致拉丝和流涎问题。
检查原料的含水率。如果原料没有充分干燥,先暂停生产,等待原料烘干。 更多的细节请参考第 9 章。
44.3.4.1 原料问题:挥发物
原料里的很多物质在熔融高温下会产生挥发物,比如:
小分子量的反应残余
润滑剂、
回料的降解
上面的任何一项,都会在塑料熔体里产生挥发气体;这个熔体里的挥发气体,和水汽一样,会产生残余压力,这个 压力会导致拉丝和流涎的问题。
如果拉丝问题是特定批次的原料才有的,联系原料供应商分析可能的解决方法。如果有添加回料,测试使用纯原料 会不会有改善。如果问题是回料造成的,检查回料是否有太多的料屑。
其他可能性:
阀针材料及磨损情况
阀针材料的差异以及原料的特性,可能会出现阀针粘料的情况。