第 45 章:空洞(Void)、真空泡
Steve Brammer,Randy Kerkstra,GEMINI & CHATGPT
45.1 定义
空洞是产品壁厚上形成的内部空间。空洞和气泡不是一回事,尽管它们看上去几乎一模一样。气泡是空气困在塑料 里,而空洞是收缩造成的真空。要区分气泡和空洞,可以用热风枪慢慢加热缺陷位置,如果缺陷位置加热后塌陷, 那就是空洞缺陷;如果缺陷位置鼓起来,那就是气泡缺陷。图 45.1 是 PC 产品上的气泡。
也称作:内部缩水,真空泡
错误的分类:困气,气泡,水泡

45.2 空洞问题的可能原因4M 表
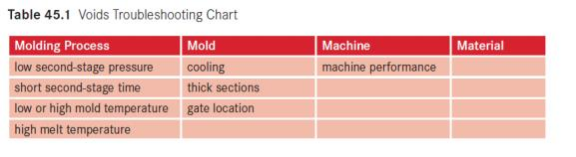
| 注塑工艺 | 模具 | 机器 | 原料 |
| 保压压力低 | 冷却 | 机器性能 | |
| 保压时间短 | 壁厚太厚 | ||
| 模温过高或过低 | 浇口位置 | ||
| 料温过高 |
45.3 空洞的问题解决
空洞问题常常被我们忽视,因为不透明的产品上,目视检查不到这个缺陷。透明的产品可以清楚的看到空洞缺陷; 它通常出现在产品的厚壁区域。空洞会造成产品机械性能的下降,所以有必要切开产品的厚壁胶位,检查现有工艺 参数生产的产品有无空洞问题。
产品设计对空洞的影响最大。如果产品的壁厚不能保持均匀,或者不是从厚壁处进胶的,空洞出现的几率就会大增。 要用工艺参数来弥补这些设计缺陷,会大大缩小成型窗口,并且增加产品的制造成本。
45.3.1 注塑工艺问题引起的空洞
工艺参数方面会造成空洞的有:
保压压力低
保压时间短
模温过高或过低
料温过高
45.3.1.1 注塑工艺问题:保压压力低
当塑料加热到熔融状态的过程时,分子链之间的距离随着塑料的能量增加而加大;在塑料的冷却阶段,分子链之间 的距离又变小,导致了注塑件的收缩。在这个收缩过程中,产品的局部可能会形成空洞。
保压压力是注塑过程中补偿产品冷却收缩的部分。施加足够的模腔压力,可以限制收缩的程度,这就可以限制空洞 的形成。
检查机器的保压压力设定是否和标准工艺参数一致。如果保压压力设定没有问题,确认能否增加保压压力。如果模 具装有模腔压力传感器,检查模腔压力曲线是否和标准模板一致。
增加保压压力可以更好的保缩产品,产品出现空洞的可能性就更小。如果有增加保压压力的话,检查产品的尺寸变 化,保压压力高生产出的产品尺寸会偏大。增加保压压力可能会出现产品过保压而粘模的问题,在问题处理的时候, 要有 STOP 方法,思考参数变更可能会带来的负面影响。
45.3.1.2 注塑工艺问题:保压时间短
如果保压时间设置的太短,保压压力会在浇口冻结之前撤除,这会导致塑料从模腔里倒流出浇口。如果产品在冷却 收缩的时候,模腔压力没办法维持,塑料会有很大的收缩,导致产品的厚壁区域出现空洞。浇口附近的空洞,是浇 口没有封闭的一个大指标。
确认模具有无进行过浇口封闭实验。确认保压时间的设定是否能保证浇口封闭。处理浇口封闭的一个方法,就是保 压时间的设定值比浇口封闭时间长 10%左右,这能保证在工艺的正常变化范围内,浇口还是能维持封闭的。比如说, 产品的浇口封闭时间是 10 秒,那么保压时间就设定为 11 秒。
45.3.1.3 注塑工艺问题:模温过高或过低
模温过低,会导致模腔压力损失加大。这个模腔压力损失的增加,会导致保压压力没办法有效的覆盖到整个模腔。 模温低还会更快的移除塑料的热量,导致浇口和产品的胶位冻结的更快。如果工艺不能够保证对厚壁区域的充分保 缩,那产品就会有缩水或空洞。
模温过高,会增加产品的收缩程度。收缩率的增加会导致产品内部空洞的形成。模温是平衡的艺术,摇摆于低模温 导致模腔压力损失增加和高模温收缩率增加之间。注塑过程的热量输入和热量带走之间的平衡,是生产出高质量产 品的关键一步。
产品顶出时的温度和模具表面温度,可以提供关键的信息,判定模具温度是否正确。这些细节资料应该记录在标准 工艺参数表上,在模具的工艺开发阶段就测量好,作为后续问题处理的依据。如果产品顶出时的温度或模具表面温 度不对,检查以下内容:
模温机的设定和实际温度
水流量
水路接法是否正确
冷却是保证产品重复性的关键。要确保生产的工艺条件和开发时确认的标准工艺条件是相符的。
45.3.1.4 注塑工艺问题:料温过高
料温越高,产品需要的冷却时间也越长。这个冷却时间的增加会产生空洞,因为产品壁厚的外层和模具接触已经冷 却冻结,而芯部的塑料还是熔融状态继续冷却收缩。取决于冻结层的坚硬程度,产品可能会形成缩水印或者空洞。 如果冻结层很硬,在芯部收缩产生的应力下不会变形,产品就形成了空洞。
对比标准工艺参数,检查实际的料温是否正确。如果实际料温过高,调查料温过高的原因是什么。很多因素会影响 到实际料温,比如:
炮筒温度
储料螺杆转速
背压
螺杆设计
上面的这些因素都要对比标准工艺参数,验证参数设定是否正确。如果有参数设定的不对,把参数更改回需要的设 定范围内。
45.3.2 模具问题引起的空洞
模具相关的原因有:
冷却 厚壁区域
浇口位置
45.3.2.1 模具问题:冷却
模具冷却不足的位置,会在生产过程中变动越来越热,导致产品在这个位置的收缩率比其他地方高。如果这个高收 缩率的位置是产品的厚壁位置,缩水印或空洞就会出现。
检查产品顶出时的温度,是否和标准参数一致。生产一段时间后,测量模具表面温度,确认是否存在局部过热点。 确认模具的水路接法是否正确,水流量是否足够。
更多信息参考第 14 章。
45.3.2.2 模具问题:厚壁区域
尽管这更多是产品设计的问题,壁厚问题在本书里作为模具设计的一部分来讨论。当产品有局部的厚壁区域,那里 就趋向于产生缩水印或者空洞。这个趋势是因为厚壁区域的收缩率更大,厚壁的位置需要的冷却时间更长,保缩的 效果也不好,因为周边的胶位先冻结,阻碍了模腔压力的传递。
在产品的设计阶段,要尽最大努力的把产品壁厚的变化降到最小。掏空厚壁的位置可以尽量避免空洞形成的可能。
厚壁区域对产品的成型周期也会有负面的影响,只因为它需要更长的冷却时间。塑料是优秀的隔热材料,阻碍了热 量从厚壁的内部往外传递,导致冷却时间大为加长。要加强模具的冷却效果,厚壁区域必须要掏空,保证产品壁厚 的均匀。
有的时候,厚壁区域需要增加浇口,以及增加浇口的尺寸,来保证厚壁能够得到足够的保缩。浇口尺寸的增加会导 致浇口封闭时间的增加,这会拉长周期,也意味着制造成本上升。
45.3.2.3 模具问题:浇口位置
如果产品是从薄胶位处进胶的,厚壁区域又远离浇口,空洞产生的几率就会大增。如果浇口是在薄壁位置,在厚壁 区域得到充分保缩之前,薄胶位早已冷却冻结,这导致厚壁处的收缩增加。
如果产品的壁厚设计是不均匀的,那浇口就应该布置在厚壁区域,保证厚壁的保缩。记得先尝试能否做掏胶处理; 当然,不能做掏胶处理的话,尽一切可能把浇口放在厚壁位置。
模流分析可以提供冻结层的形成图示,指出哪些区域会过早冻结。使用模流分析软件来确定浇口位置,保证厚壁区 域的保缩。
45.3.3 机器问题引起的空洞 参考第 8 章。
45.3.4 原料问题引起的空洞
生产透明产品或者不透明产品,对空洞问题的考量截然不同。在生产不透明产品时,空洞没办法目视观察到;而在透明产品上,空洞问题一目了然。要查看不透明产品有无空洞缺陷,产品需要切开检查。
如果生产的产品非常重要,要求很高,可能需要用 X 射线来检测产品有无空洞。这可以在不破坏产品的基础上,检 查产品有无问题。