第 47 章:熔接线(Weld line)
Steve Brammer,Randy Kerkstra,GEMINI & CHATGPT
47.1 定义
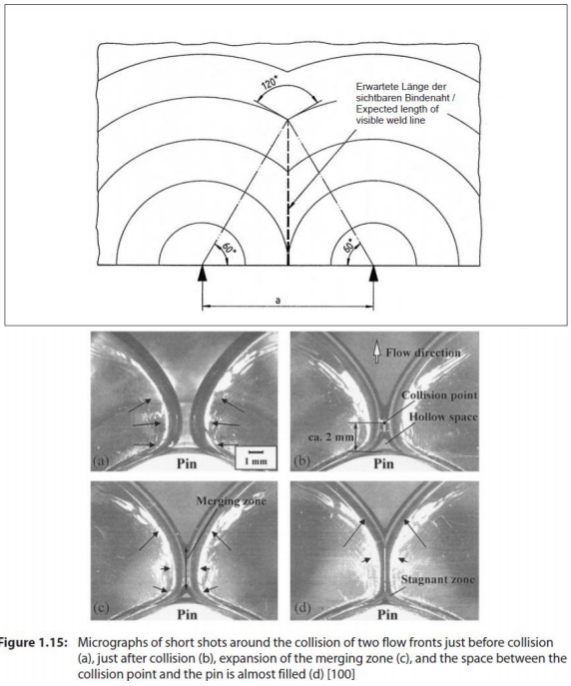
当塑料在模具里流经障碍物时,料流分开,在某个位置料流会汇合在一起,形成熔接线。如果料流在汇合后还继续 一起往前流,那就变成熔合线。塑料在模具里,只要有汇合,总是会有熔接线。图 47.1 是熔接线的典型图片。
也称作:结合线
错误的分类:划伤,流痕,开裂

47.2 熔接线问题的可能原因4M 表
| 注塑工艺 | 模具 | 机器 | |
| 射出速度 | 排气 | 锁模力 | 填充物类型和比例 |
| 料温 | 壁厚 | 转压切换 | 粘度 |
| 保压压力 | 浇口位置 | 机器性能 | |
| 模温 |
47.3 熔接线的问题解决
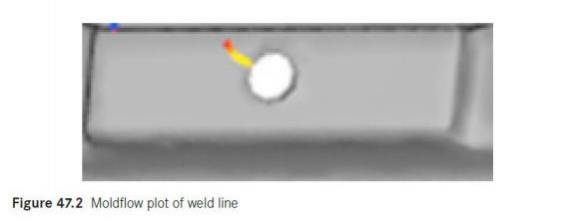
熔接线会是外观缺陷,也会影响注塑产品的机械性能,优化熔接线是提升产品整体质量的重要组成部分。在产品的 设计阶段,大家就要知道,熔接线会在什么位置出现;设计人员要理解,工艺人员没办法违反物理法则,塑料只要 有汇合,就一定会有熔接线。使用模流分析软件,可以帮助确认熔接线的位置(图 47.2)。模流分析的熔接线图示, 是很好的可视化工具,让设计师知道熔接线会出现的位置和可能的严重程度。
强度最差的熔接线,是塑料交汇后就停止流动,不再往前充填。如果塑料交汇后,还会继续往前流动,那生成的叫 熔合线,外观和强度会好的多。
47.3.1 注塑工艺参数对熔接线的影响
一些会影响到熔接线的工艺参数有:
射出速度
料温
保压压力
模温
47.3.1.1 注塑工艺参数:射出速度
通常情况下,如果模具排气良好的话,射出速度快,可以改善熔接线。常见的问题是,模具排气出了问题,技术人 员故意放慢了射出速度,这会影响熔接线的质量。如果形成熔接线的料流,会“猛烈”的撞击,那熔接线会更加不 明显,强度更高。
而且射出速度快的话,塑料会维持更稳定的粘度,可以更好的用保压压力来改善熔接线的质量。在射出阶段维持塑 料粘度的稳定,可以帮助降低模腔压力损失,这样在保缩阶段,模腔压力的分布会更均衡。
确认射出速度是否得到优化。查看有无可能改善模具的排气,以便使用更高的射出速度。排气不良不是降低射出速 度的理由,应该改善模具,让注塑工艺可以更进一步优化。
47.3.1.2 注塑工艺参数:料温
塑料的温度要足够高,让料流汇合时,会形成相互的融合。如果料温太低,熔接线的强度会很弱,因为分子链之间 没有形成缠绕交联。
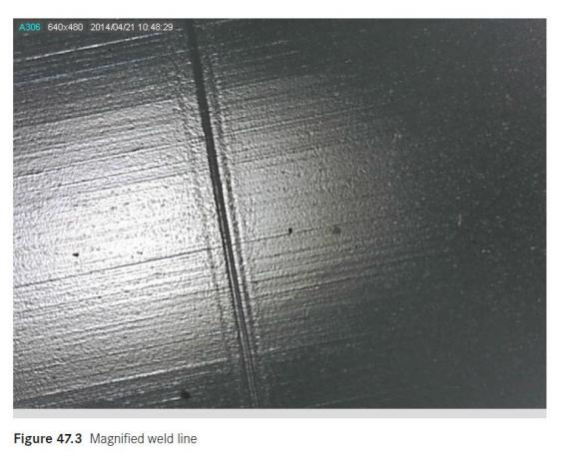
喷泉流动,是描述塑料在模具里充填的流动形态。喷泉流动的好处是,在流动的前端,总是会有高温的塑料从料流 的中心部位流出,这保证了形成熔接线的是足够热的塑料。模流分析显示,在有的工艺条件下,塑料流动前端的温 度会升高;而有的工艺条件下,流动前端的温度会下降。在改善熔接线时,重要的是要能提供足够的料温,让形成 结合线的料流是很好的“粘”在一起的。图 47.3 是熔接线放大后的照片,显示料流熔接的位置,形成一个波谷。
对比标准工艺参数和原料供应商的推荐料温,确认实际料温是否正确。如果实际料温偏低,检查以下会影响实际料 温的参数设定:
储料螺杆转速
背压
炮筒温度
螺杆设计(如果有更换机器或更换螺杆的情况下)
对比标准工艺参数,上面的任一参数条件是否正确。
47.3.1.3 注塑工艺参数:保压压力
在熔接线的位置,有足够的模腔压力很重要。保压压力会强迫熔接线两端的塑料,相互缠绕,形成强度更高的熔接 线。保缩良好的产品,会有更强壮的熔接线。
对比标准工艺参数确认保压压力是否正确。如果熔接线强度偏弱的话,可以试着增加保压压力,然后检查产品有无改善。
47.3.1.4 注塑工艺参数:模温
通常是模温越高,形成的熔接线更好。模具的温度越高,塑料的压力更容易的作用在熔接线处,熔接线也会变得更 轻微。使用更高的模温,可以让塑料的分子链,在熔接线的位置有更多的缠绕。
增加模具温度,会改善熔接线的外观和强度。如果要改善熔接线,可以试着增加模具温度。
在市场上,有模具快速加热的系统(急冷急热),可以保证更高的模具温度。这个技术可以很好的消除熔接线(目视看不到),以及改善熔接线的强度。如果产品对熔接线的要求非常高,投资导入急冷急热系统,可能是最好的解 决方案。
47.3.2 模具对熔接线的影响
模具方面对熔接线影响最大的有:
排气 壁厚
浇口位置
47.3.2.1 模具:排气
排气是熔接线问题的最大嫌疑。当两股料流交汇时,料流前部的气体必须要能排出,才可以形成高质量的熔接线。 如果气体被困在料流前端,那熔接线会更明显,强度更弱。气体会像缓冲垫那样,妨碍料流相互粘合。
即使形成的是熔合线,排气不良也会造成外观缺陷。有的产品上会形成很长的流痕,使用短射分析,可以看到流痕 实际上是熔合线—-融合前端形成滞流;这个缺陷的形成处,有时可以看到扭曲的流动前端。短射分析,是问题解决 的重要工具,可以帮助确认很多缺陷的形成机理。
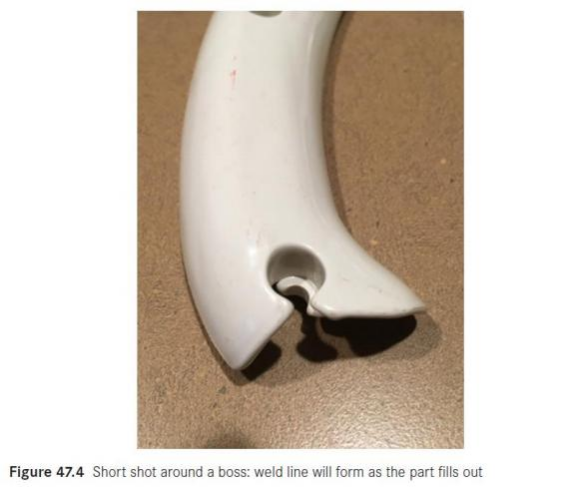
模具排气问题,是最常见的人们会用工艺参数来弥补的模具缺陷。很多的场合,“没办法再增加排气了”,结果证明 是错误的,增加排气以后问题就解决了。排气开设的正确的话,不会产生飞边问题!记住排气不光有深度的要求, 还有宽度的要求。图 47.4 展示熔接线快要形成的料流:这个位置一定要有很好的排气,这样才能得到高质量的熔接线。
在处理熔接线问题时,最先应该考虑的是,评估模具的排气。确保模面是干净的、所有的排气都是正常开放的。如 果模具有其他的排气方法,比如烧结金属镶件,要确保烧结金属是能有效工作的。
更多的排气内容,请参考第 7 章。
47.3.2.2 模具:壁厚
大家都知道,料流遇到模芯、镶件等会分开,然后形成熔接线。但是产品壁厚对塑料流动前端的影响常常被忽视。 模具的薄壁区域可能会形成滞流,等料流从厚壁区域重新包围过来,就会形成熔接线或熔合线。这也是为什么产品 的首要设计原则,是要保证产品壁厚的均匀,其中的原因之一。
如果在薄壁的区域形成熔接线或熔合线,进行短射分析并没有什么意义。在产品的设计阶段,模流分析就可以帮助 确定这些问题。有的时候,产品的局部壁厚,并不是有意要增加的,结果却导致了熔接线或熔合线的产生。
47.3.2.3 模具:浇口位置
浇口的位置和数量,都会影响熔接线。如果产品是多个浇口进胶的,各个浇口的流动前端交汇就会形成熔接线(除非是使用顺序针阀浇口)。在设计浇口的时候,一定不要忘记了熔接线问题,模流分析软件,可以帮助预测所有可 能的熔接线位置。
在模具设计的阶段,有可能通过更改进胶的位置,让形成的熔接线在产品的不重要位置。所以在模具的设计阶段, 检讨能否变更熔接线的位置;重要的是,要充分了解,客户对熔接线位置、外观、强度的期望。
产品上有多个浇口时,顺序针阀可以用来避免浇口之间形成的熔接线。顺序针阀浇口,是先打开一个浇口,在塑料 流到下一个浇口的位置时,再打开下一个浇口。这就避免了多个浇口同时进胶会形成的熔接线。
47.3.3 机器问题对熔接线的影响
潜在的会影响熔接线的机器因素有:
锁模力
转压切换
机器性能
47.3.3.1 机器:锁模力
像上面说的那样,排气是高质量熔接线的最关键因素。如果使用的锁模力过大,那排气槽很可能会压塌。过大的锁 模力实际上会使钢材变形,导致排气不足。
检查锁模力的设定,确认锁模力是否正确。不是说机器是 500 吨的,就是每付模具用 500 吨的锁模力是合适的。有 时因为产能问题、射胶量不足、顶出行程、开模行程等,小模具会安排在大机器上。当小模具安排在大机器上时, 要评估是否用小的锁模力。如果工艺参数是用小锁模力开发的,确保使用的是小的锁模力。
要确认是不是锁模力过大的问题,可以降低锁模力,检查熔接线有无改善;如果降低锁模力可以改善熔接线,那也 很好的说明,增加排气可以改善熔接线。如果降低锁模力可以生产出合格外观的产品,要么可以继续用小锁模力生 产,要么想办法改善模具的排气。
47.3.3.2 机器:转压切换
如果机器的转压切换不是以快速而准确的方式实现,那流动前端可能会形成滞流;当流动前端形成滞流时,形成的 熔接线就变得更弱。这个因素经常被忽视,但是要保证熔接线有高的质量,这会是关键的一步。
转压切换的具体信息请参考第 8 章。
47.3.3.3 机器:机器性能
如果机器不能实现我们设定的要求,那熔接线的改善会变得非常困难。 具体参考第 8 章。
47.3.4 原料对熔接线的影响
潜在的原料影响有:
填充物类型和比例
粘度
47.3.4.1 原料:填充物类型和比例
塑料里的填充物,不会跨过熔接线的界面。因为这个问题,有填充物的材料,熔接线往往更明显。塑料在熔接线的 位置,通常会有更少的填充物在那里,这也导致熔接线处的外观和其他位置不同(图 47.5)。图中可以看到,玻纤 的取向在熔接线位置是怎样改变的,以及玻纤数量的减少。

很多填充物会在塑料充填时形成取向。这个取向在熔接线的位置会改变方向,导致熔接线看上去很明显。
没有填充的纯塑料,会有最好状态的熔接线,;增加填充物的比例,会使熔接线更显眼。有时,要让熔接线不那么 讨厌的话,是让它变成熔合线,这个可以通过增加溢流槽来实现,让塑料汇合后继续往前流动。
案例分析:金属粉填充的塑料
这个案例里,产品是 ABS 材料生产的,材料里添加有小金属片来实现亮光的效果。金属片会沿着塑料流动的方向取 向,这导致当塑料流动方向发生变化时,产品的外观也发生变化。另一个大问题的是,只要有熔接线的地方,金属片会从流动方向取向变成垂直于流动方向取向。金属片在熔接线位置的取向方向的改变,导致熔接线非常显眼,而且在熔接线位置形成几乎没有金属闪光效果的纯树脂外观,形成外观缺陷。图 47.6 是熔接线的放大照片。
最终这种问题是没办法完全解决的。测试使用另一种长径比接近于 1:1 的小金属片,这可以有一定程度上的改善。
金属片会产生让人抓狂的熔接线,如果想要使用金属效果的塑料,在做出决定之前,确保每个人都看过熔接线的实际效果。

47.3.4.2 原料:粘度
低粘度的塑料,能更好的让料流熔接在一起,熔接线两端的塑料分子链产生缠绕。塑料粘度低,也可以更容易的充 填,更好的把机器的压力传递到模腔里。高熔融指数的塑料或者会生成处外观更漂亮的熔接线。但是要记住,同样 类型的塑料,熔融指数越高,通常意味着机械性能的下降(原料本身)。在做出变更原料的决定前,确保已经做过 了充分的验证和实验,并取得客户的许可。
如果生产的是吸湿性的塑料,注意含水率变化带来的粘度变化。吸湿性塑料含水率的变化会引起粘度的变化,从而 对熔接线的形成产生影响。