第 8 章:注塑机性能
本章提到的方法参考 John Bozzelli,Rodney Groleau,Norm Ward 等人的“注塑机审核:注塑机性能的科学评估方法”。
注塑机是好是坏,一个简单的想法就是,注塑机是不是按我们想要的那样去做。如果注塑保压压力设定为 70Mpa, 那注塑机就应该提供 70Mpa 的保压压力,每模每班每天都不变。很多时候,我们说这付模具在这台机不好生产, 但是在另一台一模一样的牌子和配置的注塑机—生产的非常稳定。如果同样的机器没有同样的结果,那肯定有什么 地方不对劲。如果机器的性能没有得到测试,那注塑技术人员只能祈祷注塑机按他想要的去做。一个好的原则是, 不要用工艺参数去掩盖注塑机问题,因为这只能让成型窗口更小,终有一天会出现产品问题。
围着注塑机绕一圈看它两眼,你并不会就知道了机器的性能如何。参考图 8.1,你觉得这个机器能提供稳定可靠的制程吗?在没有使用科学的手段进行评估之前,你是不可能知道的。

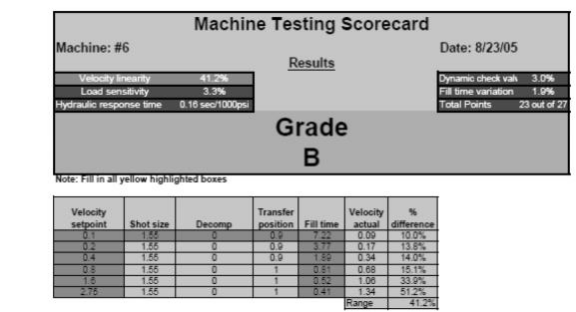
图 8.2 是一张机器性能测试的报告卡,上面记录了各种测试,很容易归档。使用简单的绿的红的从 A 到 E 的打分, 可以简单的目视化的对比车间所有的机器。
译者注:这里讲到的这些注塑机评估方法,很多需要有 RJG 的 e-DART 系统,以及注塑机作相应的信号输出和测量端口改造,特别是低端的油压机,大部分的测试无法开展。
8.1 负载敏感性
负载敏感性或负载补偿能力,是测试机器应对塑料粘度变化的能力。正常,我们都知道,所有塑料的粘度都随批次变化(甚至同批次也不相同)。载荷敏感性测试是评估注塑机在塑料粘度变化时,还能不能保持射出时间的一致性。
执行载荷敏感性测试按以下步骤:
1. 工艺参数按标准的科学成型设定,取消保压压力和时间,产品打到 95%~98%满
2. 记录下转压时的射出压力(FPm)和射出时间(FTm)
3. 将射座退回,对空注射(有的机器一定要喷嘴接触到模具才能注射,这需要特殊的空射模具)
4. 记录转压时的射出压力(FPa)和射出时间(FTa) 那么根据公式 8.1 就可以计算出载荷敏感性
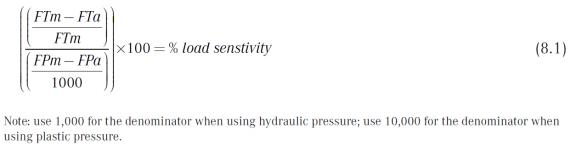
译者注:使用塑料压力时,1000 要改成 10000.等式中压力单位是 psi ,1Bar=1kgf=14.5psi ,1Mpa=145psi
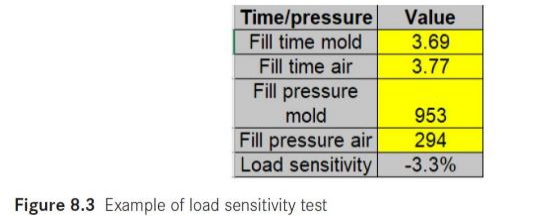
这个计算值应尽量接近于零(越小越好),如果测试值大于 5%/10000psi,那这个机器就没办法保持稳定的射出速度, 机器没办法补偿负荷的变化来保持射出时间稳定,也就是说工艺的重复性不好。如果射出时间没办法稳定,那其他 工艺参数也会受到影响。图 8.3 是载荷敏感性计算的电子图表的样式。
注塑机有可能在某个速度上表现的更好,所以推荐是在一系列的射出速度下执行载荷敏感性测试。
注:正常电动注塑机的载荷敏感性没必要测试,除非是老旧机器。
8.2 动态止逆环泄漏测试
注塑机工作一段时间后,止逆环容易变成一个制程变化点。止逆环会磨损、损坏、或杂质堵在关闭阀座上。如果止 逆环不能封闭,那注射到模腔里的塑料体积就会一直变化。
执行动态止逆环测试按以下步骤:
1. 像前面一样,产品打到 95%~98%满
2. 连续生产 10 模,取样,做好标记,称重
3. 抄下这 10 模的射出时间
4. 按公式 8.2 和8.3 计算射出重量的变动率和射出时间的变动率
5. 正常的机器,重量变动应小于 3%,射出时间变动应小于 1%。

实验的时候也主要关注以下余料量的变化,余料量的变化也常常是止逆环磨损/损坏的一个信号。 在射出时,螺杆有转动,也是止逆环问题的一个信号。
要确定问题是来自止逆环还是炮筒的磨损,可以将储料位置增加 25mm 作用,重新做 10 模样品称重;如果样品重 量的变动小了(好了),那大概率是炮筒磨损造成的问题。
如果判断止逆环有问题,那就要拆下喷嘴头,将止逆环和螺杆头取出检查,有无磨损、破损、污染等。如果止逆环 或阀座有损坏的话,应该更换。
8.3 速度线性
技术人员常常认为,注塑机会按他设定的工艺参数动作。一个典型的误区就是射出速度,要确定机器的射出速度是 否和我们要求的一致,可以按以下步骤:
1. 像前面一样,取消保压设定,只有射出阶段,只使用一段射出速度
2. 调整射出速度至 50%~70%,调整切换位置,产品约 80%满
3. 记录下螺杆储料后停止位置(含松退),切换位置
4. 将射出速度调整为实际会用到的最小速度
5. 生产一模,记录下实际射出时间
6. 将射出速度加快一倍
7. 生产一模,记录下实际射出时间
8. 重复以上步骤,直到机器最大射出速度
9. 按公式 8.4 计算实际射出速度
10. 按公式 8.5 计算设定速度和实际速度的差异百分比
11. 将每个测试速度都计算一遍,速度差异百分比应小于 10%
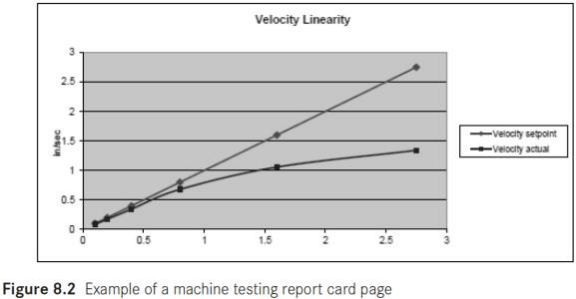
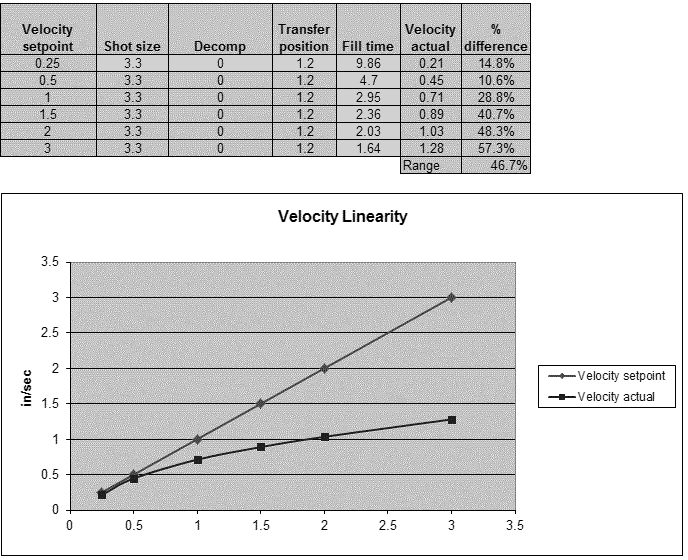
如果注塑机的速度线性不好,那你调整射出速度时,你得不到想要的结果。很多时候,注塑机没办法达到控制器要 求的最大射出速度(译者注:油压机的慢速一般不准)通过 Excel 图表将测试结果绘制成图表,速度线性曲线会告 诉你,注塑机在哪个速度段是有控制缺陷的。也常常会看到注塑机在射出速度的某一端比较准而另一端不准。图 8.4
是一个实际的注塑机速度线性测试结果。
译者注:在科学成型工艺验证的第一步—-塑料粘度曲线实验时,就会自动生成这个速度线性曲线。通常,产品的料量要大于注塑机最大料量的 25%,速度线性才能反映出注塑机的真实性能(特别是油压机)。射出速度也可以按 5%,10% ,20% 这种顺序来测试,取决于你对注塑机的实际期望。
现实中,经常会有,技术人员增加(或减小)了射出速度的设定,而实际的射出时间并没有变化。这其实就是一个 信号,注塑机没办法按我们设定的速度动作(要注意是不是压力限制造成的)。
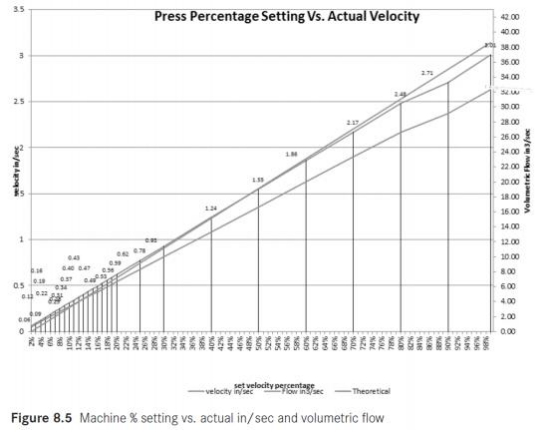
这个测试的另一个用处是,可以确定注塑机的射出速度设定是不是按百分比的。如果注塑机的射出速度只能用百分 比来设定,那这个实验就可以让我们知道,百分比和实际的射出速度是怎么关联的。这些数据可以归档并放在注塑 机上,方便技术人员调机时做设定值和实际值的快速参考。图 8.5 是一个机器射出速度百分比和实际射出速度(体积流动)的对比图表。
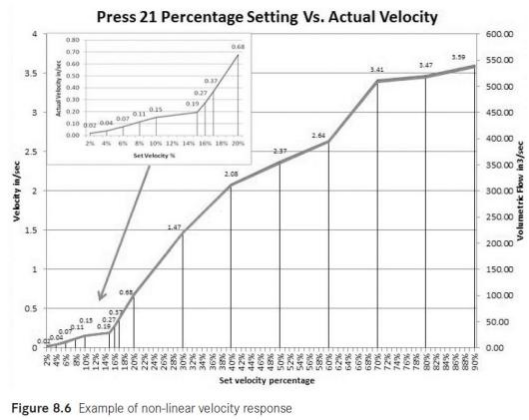
有的注塑机(油压机)会在某个速度段效果特别差。典型的例子就像图 8.6 那样,射出速度百分比从 18 改为 19 , 实际的射出时间却有 25%的变化!有的现场技术人员知道这种事情,但他却不知道真正发生了什么。如果我们有这 个图表,我们就可以判断要不要去调查一下为什么会这样。 如果注塑机不在这个速度段工作过,我们可能永远不 知道有这个事情,对我们来说好像也不是个事;当然,还是值得知道,我们每天使用的注塑机到底是咋样的。
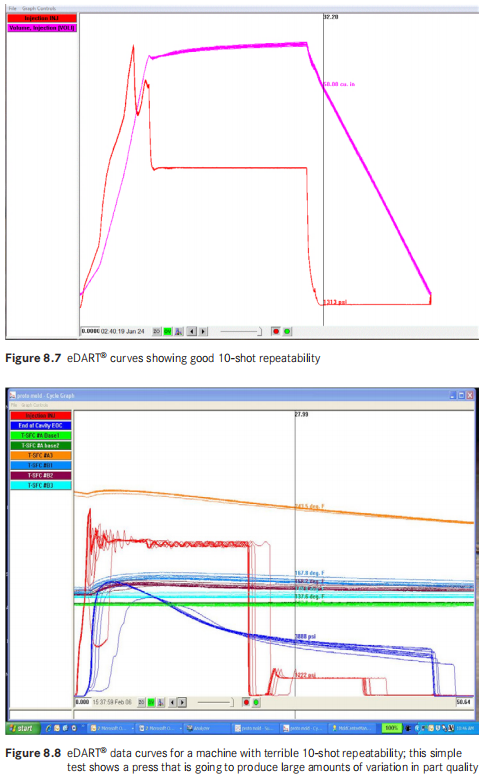
8.4 周期动作重复性
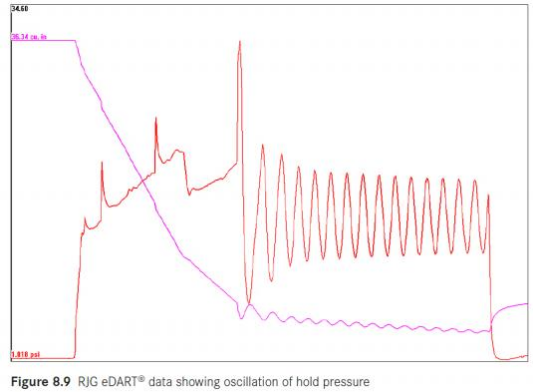
这个测试的基本要求是,取连续 10 模的射出数据(射出保压曲线,储料曲线),观察它们之间的差异。理想情况下 10 模的数据曲线会完全重叠,看上去就像一模的曲线(图8.7)。不稳定的机器你可以看到,是一根一根独立的曲线 (图 8.8)
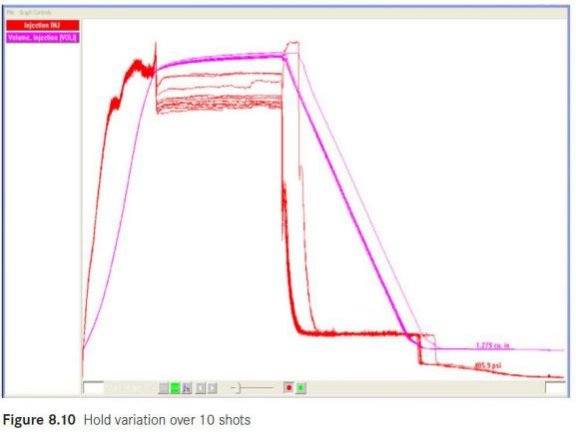
这个方法可以看到机器很多奇怪的变动,从设备保养的角度可能需要处理的。图 8.9 可以看到保压压力的奇怪震荡, 能获得更多的数据,你会对机器的性能有更多的了解。
8.5 周期性差异
当注塑机正常生产一段时间后,我们可以机器的一致性有更多的了解。很多会周期性变动的指标如:
射出时间
余料量
转压点
保压压力
开模终点
顶针前进时间(会影响和机械手的配合)
储料时间
其他想要关注的。。。
这些工艺监控项目应该是 1 个小时或 24 小时稳定的,除了储料时间外,其他的监控项目的变动应小于 1%,储料时 间的变动应小于 5%。这些工艺参数实际值的变动意味着生产的产品随时间变化,会有不良品混杂其间。图 8.10 是 一个保压压力的变化案例,这种会导致产品尺寸的变化。
世间有很多种方法来评估机器的长期一致性,最简单的方法就是跟踪注塑机动作的实际值是不是在可控的变动范围 内。记录这些机器数据的另一个用处是,可以作为工艺数据作为产品的可追溯性。
8.6 射出速度到压力的切换
成型周期循环里经常会忽视的关键一步是,机器是怎么转压的。在转压点,注塑机从压力不受限制的速度控制变成 压力控制,机器怎样完成这个转变对产品的质量很重要。很多注塑缺陷会因为糟糕的转压切换而产生如:
缩水
缺胶
飞边
光泽差异
粘模
尺寸问题
顶针印
影响转压的因素包括:
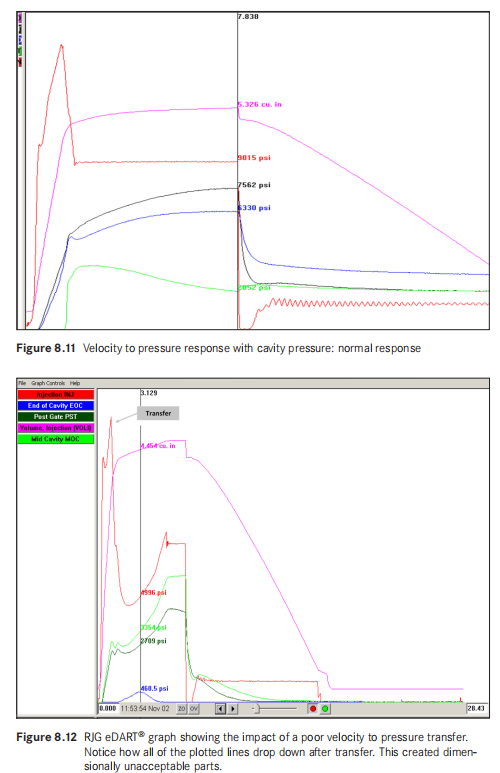
射出阶段的产品重量—–如果射出阶段模腔还有很大区域没有充满,那保压压力就没那么快建立,这种情况下保压压力会先低后高,再达到设定压力。
保压速度设定——–如果没有提供足够的保压速度(流量),那就出现和上面说的一样的效果。参考图 8.11 是正 常转压设定和转压效果,图 8.12 是错误的转压设定或转压效果。
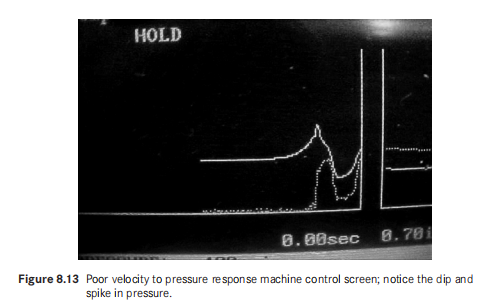
注塑机也会因为液压阀的动作反应而造成转压问题,对液压阀的控制板的微调会影响阀门的动作性能。可能需 要设备维修人员对机器的内部参数进行优化调整(图 8.13)。
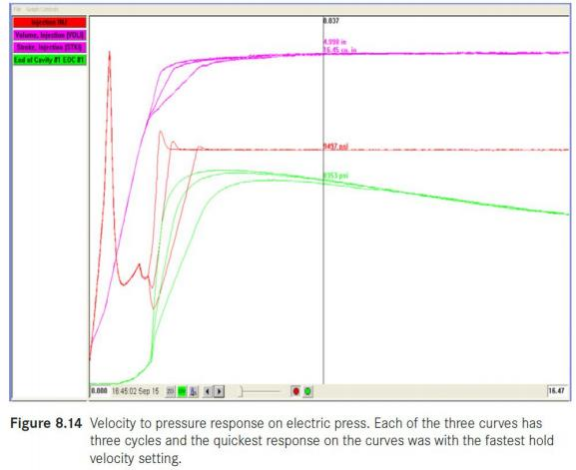
转压问题并不一定只是液压机会有,电动注塑机有保压速度设定的,也会转压动作造成很大影响。参考图8.14,是 RJG e-DART 系统显示的机器射出压力、速度、模腔压力的曲线。图中一共记录了3 个周期,不同的曲线使用不同的 保压速度设定。注意这个工艺参数的转压点不在射出压力的峰值,而是在射出压力完全降下来的位置。
8.6.1 注塑机的控制能力
注塑成型人员应该养成验证所用的注塑机能否“做我所求,当我有求”。不要假设你要操作面板输入一个数字,注 塑机就会做到这个数。注塑机,特别是多年的注塑机会在很多关键参数上与标准不符。如果机器不能实现要求的设 定值,到导致很多注塑问题。
市场上有各种各样的注塑机品牌,各种各样的控制器,让技术人员知道每种机器控制器是怎么工作的,变成一个挑 战。控制器有各种各样的工艺参数设定,实现的是同一个结果。比如射出(first stage)也会叫做 fill, boost, injection ; 射出速度可以有单位 mm/s,%,cm3/s,in/s 等等。图 8.15 是各种注塑机的控制器,大家都有见过知道怎么用吗?

关键的项目包括:
压力: 注塑机的设定压力和液压表或控制器上显示的实际压力相符吗?如果没有,哪个才是对的?可以使用 另一个经过校验的压力表或带有压力传感器的工艺监控系统(如e-DART)来测试实际压力值。机器上的液压表 可能需要更换,或是压力阀的输出需要校准。
要牢记的是,如果压力不准的话,像保压压力变动会造成产品缺陷,背压变动也会。整个成型周期内的注塑压 力都要得到评估,确定压力的变动或不准是在上面阶段发生的。背压的变化会造成料温、粘度、密度的变化, 对成型的影响很大。
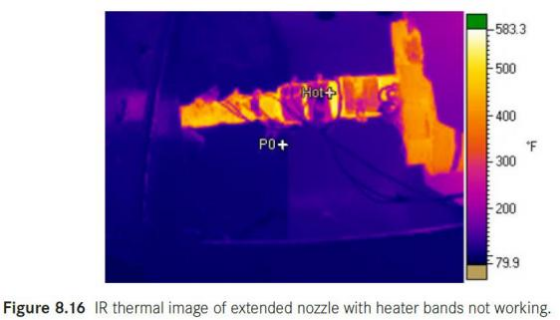
温度: 所有的炮筒加热圈和喷嘴加热圈都正常运作吗?找出实际温度低于设定温度的加热区,因为这意味着 加热问题;也要检查各加热区的加热功率输出如百分比或安培,正常的加热区会在显示加热时有功率输出而不 加热时没有功率输出,一直循环。也可以从电流表检查有无电流流经加热圈,如果一直没有电流,加热圈应该 是烧坏了。还有一种问题是两个加热区的热电偶交换了,导致加热圈在加热时而热电偶收到没有温度上升的反 馈,最终导致过加热。图 8.16 是用红外相机拍摄出的喷嘴加热圈失效的照片。
检查热电偶有没有完全插入到感温孔里(图 8.17)。也要确认加热圈是否和喷嘴/炮筒紧密接触的,松动的加热 圈会和炮筒壁之间存在气隙,限制热量传递。

如果某个加热区的实际温度超过设定值,那有可能是 PID 控制问题,也可能是炮筒内储料时剪切过度造成的。 如果机器没办法控制这个超温,可以先停机测试一下“PID 学习”功能;如果判断下来是剪切问题的话,先试 着能不能降低储料速度或背压,不可以的话就要升高这段温度的设定值,让机器能够管控这段温度。
其他和热电偶相关的可能问题是,如果热电偶的型号错误(J 型或 K 型),那测量出的温度读数会非常不准,导 致塑料分解或冻结。图表 8.1 是典型的注塑机热电偶的颜色标记。

位置控制: 机器达到设定位置的数值有多准需要一段时间的观察。如果机器的储料位置或转压位置有变动, 那射出段(不含保压)的产品重量就会变动。
如果机器每次开模时不能停留在同一个位置,那机械手的取出也会受到影响。要确保开模动作有一段足够的缓 冲来确保开模停止位置的准确(特别是油压机),有时机器的停止动作设定的太突然。
检查顶出位置的重复性,这也会影响到机械手取产品。而且,顶出位置的变化对应需要完全顶出才能将产品和 斜顶脱开的模具,开出现产品和斜顶没脱开而粘模的问题。
要记住,注塑机应该“做我所求,当我有求”,且能重复的做到。机器性能是注塑成型能否成功的关键之一。不了 解机器会怎么作动的情况下,问题解决会变得更加挑战,让人感觉就在摸黑走路一样。
8.7 设备明细表
维护车间注塑机的详细技术数据很重要,关键的项目包括:
模板尺寸
顶杆排布
拉杆间距
螺杆类型
螺杆长径比
螺杆压缩比
螺杆直径
增强比(油压机)
锁模力
最大射胶量
最高射出速率
最大射出压力
这些数据可以汇总起来方便对比,每一台机器的机器上可以悬挂这些数据,让需要这些信息的人很方便的就可以读 取(图 8.18)
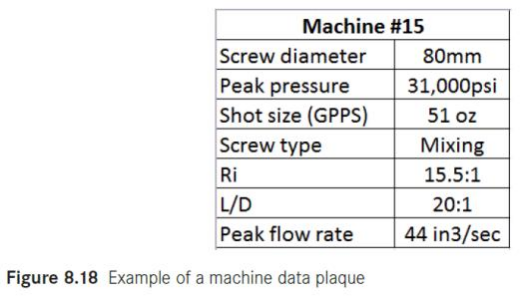
重复的工艺数据可以生产出重复性高的产品,重复性好的注塑机才能实现重复的工艺数据。不要用工艺参数去弥补 注塑机的问题,那会缩小你的成型窗口,导致高 PPM 的报废和不良。
如果模具需要在多台机器上都可以生产,那就要用最短板的机器来建立工艺参数。例如,射出速率(体积射速)不 能大于射出速率最慢的那台机。清晰的机器性能明细,帮助我们快速的判断工作能不能在给定的机器上完成。